Every fabric roll on your cutting table with a "moisture-wicking" label comes with a sales pitch. The activewear supplier handed you a spec sheet. Maybe a branded hang tag. A glossy certification logo you barely recognized. What they didn't show you was raw test data. Once you know how to read an AATCC 195 test method report, their vague performance claims fall apart fast.
This guide focuses on one problem. You've received fabric samples. Your fitness activewear supplier is telling you what you want to hear. You need a verification system that doesn't rely on trusting them.
Here's what you'll get: a three-tier testing protocol that moves you through the full process:
Tier 1: A quick screen using a stopwatch and water dropper — you can run this today
Tier 2: Mid-level performance checks for deeper insight
Tier 3: Full moisture management certification for bulk approval sign-off
You start with an incoming sample. You end with a confirmed bulk approval. No guesswork. No taking a supplier's word for it.
Identifying Supplier Marketing Traps and Defining Your Acceptance Spec
Fabric suppliers of activewear are not lying to you. Not exactly. They're speaking a language built to make verification hard.
"Advanced moisture management." "Hydrophilic fiber technology." "Cool-touch quick-dry finish." These phrases show up on spec sheets, hang tags, and RFQ responses every day — and almost none of them tie back to a real test number. That's not an accident.
The Four Traps That Cost Brands the Most
Trap 1: Claims with no test method attached.
A supplier says their fabric has "excellent wicking performance" but references no standard — no AATCC 195, no GB/T 21655.2, nothing traceable. That claim is decoration. Push them to name the exact method version — AATCC 195-2017, not just "AATCC 195." Vagueness at this level is a deliberate choice.
Trap 2: Composition passed off as performance.
"100% polyester" does not mean moisture-wicking. Plenty of polyester fabrics dry slower than a basic cotton t-shirt. A supplier who points to fiber type alone — with no vertical wicking height data (AATCC 197) or drying rate result (AATCC 199) — is using their marketing budget to cover a gap in your knowledge.
Trap 3: Internal lab reports with no accreditation trail.
Watch for reports stamped by the mill's own quality department. No ISO/IEC 17025 accreditation number. No external lab name. No report number. No operator signature. These documents can say anything. The required test conditions — 21 ± 1°C, 65 ± 2% RH — may never have been met. Ask for the raw data behind the summary. A real lab report has it. An internal mill report often does not.
Trap 4: Zero post-wash durability data.
This is where most money gets lost. A fabric's OMMC score on day one tells you very little if the hydrophilic finish washes out by the fifth laundering cycle. Many activewear suppliers submit "as received" results and skip post-wash performance entirely. Require data at both 0 and ≥10 home washes — laundered per AATCC LP1 at 40°C — before approving anything.
The Red Flags in the Documentation Itself
Beyond the four traps, certain patterns in supplier paperwork should stop your approval process cold:
"Pass/Fail" with no numerical values. A real AATCC 195 report shows a full data table — wetting time (top and bottom), absorption rate, spreading speed, maximum wetted radius, one-way transport index, and OMMC on a 0–1 scale. A checkbox gives you nothing to verify.
Numbers that look too clean. OMMC = 0.90 across all replicates, identical pre- and post-wash values, no standard deviation. Real textile testing produces variation. Uniform results across directions and wash cycles are a signal the data was built, not measured.
Missing test environment details. No temperature, no humidity, no conditioning time. Without those, the numbers have no reproducible basis.
Refusal to provide raw data or test photos. Ask once. Hesitation tells you more than the spec sheet ever will.
Defining Your Acceptance Spec Before You Ask for Samples
Set your acceptance numbers before supplier documentation arrives — not after. Your spec is fixed in advance. Supplier data either passes or it doesn't. No grey area, no room for negotiation on interpretation.
Here's a working baseline to embed in your RFQ and tech pack:
Parameter | Minimum Acceptable | Premium Tier |
|---|---|---|
Wetting time (top/bottom) | ≤ 5 s | ≤ 3 s |
Absorption rate (each side) | ≥ 1.0 %/s | ≥ 1.5 %/s |
One-way transport index | ≥ 200% | ≥ 300% |
OMMC (overall moisture management capacity) | ≥ 0.40 | ≥ 0.50 |
Vertical wicking height at 30 min | ≥ 15 cm (warp and weft) | ≥ 20 cm |
Drying rate to 50% dry (AATCC 199) | ≤ 15 min | ≤ 10 min |
Post-wash degradation (OMMC, 10 washes) | ≤ 20% drop | ≤ 10% drop |
These numbers are not targets to aim for someday. They reflect what a well-finished 75D/72F microfiber polyester knit should hit — with the wicking treatment applied at the right level and built to last through repeated washing.
One mandatory RFQ clause that changes everything: All moisture management reports must come from an ISO/IEC 17025-accredited laboratory — Intertek, SGS, Bureau Veritas, TUV SUD, or equivalent — with the accreditation number printed on the report. Internal mill lab results are not accepted as primary documentation. Put that in writing before you request samples. Most fitness activewear suppliers will agree without pushback. The ones who resist are giving you the answer you needed.
Tier One In-House Quick Screening: Capillary Action and Spread Rate Checks
Before spending a dollar on a third-party lab, you can cut most underperforming fabric candidates in an afternoon. All you need is a dropper, a ruler, and a stopwatch.
That's the whole point of Tier One. It's not a QC sign-off. It's not a compliance document. It's a filter. You're running 15 candidates down to 3. The 3 that survive go to the lab. The 12 that don't just saved you several hundred dollars in testing fees.
What You Need (And What It Costs)
The equipment list is shorter than you'd expect:
Distilled water — tap water introduces mineral variability; don't use it
Precision dropper or micropipette — target 0.05 ml (50 µL) per drop; acceptable range is 40–60 µL if a pipette isn't available
Digital stopwatch — phone app works fine, resolution ≤ 0.1 s
Ruler, 150 mm minimum — millimeter scale
Digital scale — 0.01 g resolution preferred; 0.1 g is workable for rough screening
Flat, non-absorbent work surface — glass, sealed laminate, or metal
One-time equipment cost runs $30–90 total . Consumables per swatch cost nothing worth counting. One operator in a focused 2–3 hour session can push 10–20 fabric candidates through all three tests below.
Pre-condition your samples at 20–22°C and 40–60% RH for at least one hour before testing. Cut a minimum of 3 replicates per fabric and average the results. Variability in textile testing is real. Single-specimen readings are anecdotes, not data.
Test 1: Vertical Wicking — Measuring Capillary Action Along the Fabric Length
What it tells you: How well the fabric pulls moisture away from the skin along its length — the core capillary action in activewear fabric breathability testing.
Sample: Cut a 2 cm × 25 cm strip , grain running along the length. Mark a baseline 2–3 cm from one end.
Procedure:
1. Fill a beaker with distilled water to at least 3 cm depth
2. Attach the strip upright to a rigid board with a ruler taped alongside
3. Immerse the lower end to your baseline mark — start the stopwatch on contact
4. Record the wicking front height above the waterline at 5, 10, and 30 minutes
5. Don't touch or move the strip during the test
Reading the results:
Vertical Rise at 30 min | Interpretation |
|---|---|
> 100 mm | Excellent capillary transport — prioritize |
80–100 mm | Good — suitable for most activewear applications |
70–80 mm | Borderline — carry forward only if other properties are strong |
< 70 mm | Poor sweat transport — reject |
Also note whether the wetting front rises in a clean line or in patches. A patchy, uneven front on a "uniform wicking finish" fabric points to a structural inconsistency. Flag it — even if the height number clears the threshold.
Test 2: Horizontal Drop Absorption — Spread Rate and Surface Wetting Time
What it tells you: How fast the fabric surface absorbs a sweat droplet. Plus, how far it spreads that moisture sideways.
Sample: A 10 cm × 10 cm swatch, flat on your non-absorbent surface, no wrinkles.
Procedure:
1. Load 50 µL of distilled water into your dropper — hit that volume as close as you can
2. Hold the tip 1 cm above the fabric center
3. Release one drop — start the stopwatch on contact
4. Watch until the surface sheen disappears
5. At 30 s, 60 s, and 120 s, lay a transparent ruler or overlay film across the wet spot and record diameter in mm
Reading the results:
Absorption Time | Grade |
|---|---|
≤ 1 s | Very fast — high priority |
1–2 s | Acceptable |
2–4 s | Borderline |
> 4 s | Reject for sweat-intensive use |
On spread diameter: a moderate, symmetric spread is the signal you want. A very small diameter paired with slow absorption means poor wickability. A large diameter sounds better — but check how the fabric feels at the 60-second touch test. A clammy feel tells a different story. The fabric spreads moisture wide but doesn't push it through. So it'll feel wet against the skin, even while it's "wicking" on paper.
Run at least 3 drops per swatch and average the readings.
Test 3: Drying Rate Simulation — How Fast Does the Fabric Stop Feeling Wet?
What it tells you: A close-enough approximation of real-world dry-back performance — fabric drying rate testing at office scale.
Procedure:
1. Cut a 10 cm × 10 cm swatch and weigh it dry: record as W₀
2. Saturate in distilled water for 5 minutes, then press between two paper towels to remove dripping excess — light pressure, don't wring it
3. Weigh right away: record as W₁
4. Place on a mesh or perforated support — air needs access to both surfaces
5. Set a desk fan at a consistent distance; don't blast the fabric straight on
6. Weigh at 10, 20, 30, 45, 60, and 90 minute intervals
7. Stop when the fabric reaches tactile dryness (no cool or wet sensation by hand) or comes within 5% of W₀
Decision thresholds:
Time to Tactile Dryness | Rating |
|---|---|
≤ 45 min | Excellent |
45–60 min | Good — keep |
60–90 min | Borderline — keep only if wicking performance is strong |
> 90 min | Reject for high-sweat applications |
Interpreting the Three Tests Together
No single test tells the full story. Take a fabric that absorbs a droplet in 0.8 seconds but needs 75 minutes to reach tactile dryness. That fast absorption is the surface finish doing the work — not the fiber structure underneath. That's a durability red flag, and you haven't even reached wash testing yet.
Your Tier One pass threshold pulls from all three tests:
Parameter | Tier One Pass |
|---|---|
Horizontal absorption time | ≤ 2 s |
Vertical wicking rise at 30 min | ≥ 70–80 mm |
Time to tactile dryness | ≤ 90 min |
Subjective feel at 60 s post-drop | No sticky, clingy, or pooling sensation |
Fabrics that clear all four move to Tier Two testing. Everything else gets documented and set aside.
One hard rule on operations: run all candidates in the same session, under the same conditions. Tier One results are comparative by design. A vertical wicking test run on a humid afternoon versus one run in a dry office three days earlier tells you nothing useful about the fabrics — just about the weather. Document room temperature, airflow setup, drop volume, and strip dimensions every single time. That paper trail is what makes your screening repeatable. It's also what holds up when a yoga apparel supplier pushes back on your rejection.
Tier Two Third-Party Basic Testing: Lab Selection and Core Metrics
Three fabrics made it through your Tier One screen. Now you need numbers that hold up in a dispute. Numbers a supplier can't argue with, printed on a report that carries an accreditation number.
That's what Tier Two is for.
Choosing the Right Lab
Not every lab that calls itself a textile testing facility is one. The minimum requirement is non-negotiable: ISO/IEC 17025 accreditation , with moisture and breathability methods listed by name in the scope. A general accreditation certificate that doesn't name your specific test methods is useless as documentation.
Sourcing in China? Add CNAS recognition to that requirement. Here's where most mid-market brands send their fabric:
SGS China (Shanghai, Guangzhou, Shenzhen) — ISO 17025, CNAS, CMA; strong on AATCC and ASTM textile methods
Intertek Shanghai / Guangzhou — ISO 17025, CNAS; reliable turnaround on moisture panels
Bureau Veritas China — ISO 17025, CNAS; apparel-focused labs in Shanghai and Shenzhen
China Textile Academy Testing Center (CTA) — ISO 17025, CNAS; often 20–30% cheaper than global TIC firms on basic panels
Zhejiang Textile Testing & Research Institute — strong regional option for China-manufactured knits
Before committing to any lab, ask for their latest proficiency testing results in moisture and air permeability methods. Labs that join inter-lab comparisons and share those results freely are labs that stand behind their numbers.
Every test order needs two contractual requirements, no matter which lab you use. First, samples go in as blind-coded — no activewear factory name or brand visible. Second, the lab cannot sub-contract without your written approval.
The Three Core Tests
AATCC 79 — Surface Absorbency
This test measures how fast a water droplet disappears into the fabric surface. Think of it as the lab-grade version of your DIY drop test. The lab runs at least five locations per fabric and reports both mean and standard deviation.
Acceptance threshold: Mean ≤ 2.0 seconds. No single result above 3.0 seconds. A result in the 1–2 second range is solid mid-tier activewear performance. Anything above 3 seconds on a "moisture-wicking" fabric is a spec sheet problem, not a performance feature.
ASTM D737 — Air Permeability
Specify these exact parameters: 100 Pa pressure differential, 38.3 cm² test head, minimum five replicates. Results come back in L/m²/s.
Acceptance threshold: Mean ≥ 120 L/m²/s for lightweight knits (120–200 gsm) targeting running or training. For reference, basic cotton jersey lands at 60–100 L/m²/s. A well-constructed performance poly knit should sit between 150–300 L/m²/s. Heavier compression fabrics (≥220 gsm) need ≥80–100 L/m²/s to be workable — just market those as supportive, not high-ventilation.
JIS L 1907 / ISO 13029 — Vertical Wicking
This is the lab-controlled version of your in-house strip test. Temperature, humidity, and measurement intervals are all standardized.
Acceptance threshold: ≥ 90 mm vertical rise at 30 minutes, using the mean of at least five strips. Hit these intermediate checkpoints too: ≥ 50 mm at 10 minutes, ≥ 70 mm at 20 minutes. Keep the max-to-min spread across replicates within 20 mm. A wider spread signals inconsistent finishing across the roll width.
What This Panel Costs
Group all three tests into a single "moisture-wicking verification package" request. Mid-2020s China lab pricing looks like this:
Test | Individual Price | Bundled Panel |
|---|---|---|
AATCC 79 absorbency | $20–$40 | — |
ASTM D737 air permeability | $40–$70 | — |
JIS L 1907 vertical wicking | $30–$60 | — |
Full panel (all three) | — | $80–$140 |
Standard turnaround is 3–5 business days from sample receipt. Rush service (48–72 hours) runs 30–70% higher. For a three-fabric shortlist, your total Tier Two spend falls somewhere between $240 and $420. That's a small fraction of what it costs to approve a non-compliant bulk roll.
Always request raw data export — individual droplet absorption times, per-replicate air permeability readings, and wicking height measurements at each time interval — in .xlsx or .csv format alongside the PDF summary. A supplier contesting your rejection needs to argue with instrument-level data, not a pass/fail checkbox.
Tier Three Full Performance Certification: MMT and Vapor Transmission Validation
Two fabrics survived Tier Two. Both cleared the lab's wicking strip test. Both passed air permeability. Now you need to know whether either one can manage a sweating human body under real load — not just absorb a controlled droplet in a climate chamber.
That's a different question. It requires different equipment.
Tier Three is your final gate before the bulk PO goes out. You're not screening anymore. You're certifying. The results go into your supplier quality manual and attach to the purchase contract as hard performance appendices. The fabric must clear these thresholds — or the order stops. The activewear supplier's spec sheet doesn't matter. Your production timeline doesn't matter either.
The Three Instruments That Run This Panel
MMT — Moisture Management Tester (AATCC 195)
This is the machine that ends activewear supplier arguments. The MMT measures liquid transport across both fabric surfaces at the same time — top (skin-side) and bottom (outer-face). It produces a full set of hard outputs. No vague marketing claim holds up against these numbers.
The instrument produces six values per fabric:
Wetting Time (WT-T / WT-B, seconds) — how fast each surface detects moisture
Absorption Rate (%, per second) — rate of moisture uptake on each side
Maximum Wetted Radius (mm) — how far liquid spreads on each surface
Spreading Speed (mm/s) — radial spread velocity on each side
One-Way Transport Capacity (OWTC, %) — how much more liquid accumulates on the outer face versus the skin side
OMMC (0–1 scale) — the composite index that pulls all the above into a single performance number
OMMC is the number your purchasing contract should reference. For technical activewear — running tops, training layers, performance base layers — the Tier Three floor is OMMC ≥ 0.60 . High-performing knits score between 0.60 and 0.85. Anything below 0.60 means the fabric will feel wet against skin during real exertion. That's true no matter what the wicking finish claimed on day one.
The other outputs matter too. Set these as hard limits in your spec:
MMT Output | Tier Three Threshold |
|---|---|
Bottom Wetting Time (WT-B) | ≤ 3 s |
Top Wetting Time (WT-T) | ≤ 10 s |
Bottom Spreading Speed | ≥ 3–5 mm/s |
Bottom Max Wetted Radius | ≥ 15–20 mm |
One-Way Transport Capacity | > 200% (positive direction) |
OMMC | ≥ 0.60 |
The bottom absorption rate should read well above the top. That gap is the whole mechanism — moisture moves outward , not sits against skin.
Sweating Guarded Hot Plate — ISO 11092 / ASTM F1868
The MMT tells you what liquid sweat does. The guarded hot plate tells you what vapor does. It measures how much resistance the fabric puts up against sweat evaporating through it. The output is RET (m²·Pa/W) . Lower numbers mean less resistance and more breathability.
The industry comfort classification breaks down like this:
RET Range | Breathability Class |
|---|---|
< 6 m²·Pa/W | Top-tier breathability |
6–13 m²·Pa/W | Good to very good |
13–20 m²·Pa/W | Moderate |
> 20 m²·Pa/W | Poor — not suitable for active use |
For Tier Three certification on next-to-skin or midlayer technical activewear, the threshold is RET ≤ 8 m²·Pa/W . A fabric can clear your OMMC target and still sit at RET 16. That fabric will trap heat and moisture vapor during hard effort. Both tests are mandatory. Neither one replaces the other.
Water Vapor Transmission Rate Analyzer — ISO 15106-3 / GB/T 21529
The third instrument targets laminated shells, membrane panels, or any outer layer with a film or coating bonded to the base fabric. Equipment like the Labthink C330M — running ISO 15106-3 and GB/T 21529 — punches small disks from your swatch. It measures how many grams of water vapor pass through one square meter over 24 hours. The output is WVTR (g/m²·24 h) .
Reference ranges for context:
Application | WVTR Benchmark |
|---|---|
Standard performance shell | 5,000–8,000 g/m²·24 h |
High-performance running / alpine shell | ≥ 10,000–20,000+ g/m²·24 h |
Tier Three internal spec for laminated panels: WVTR ≥ 8,000–10,000 g/m²·24 h, tested at 38°C with 90/50% RH differential. For unlaminated performance knits, WVTR clears this range in most cases. Run the test for reference, but don't make it a hard gate unless your product includes a film or membrane layer.
Sample Requirements and What the Lab Will Cut
Send minimum 30×30 cm conditioned swatches — one per fabric variant, conditioned at 20 ± 2°C and 65 ± 5% RH for at least 24 hours before testing per ISO 139. That single swatch supports:
3–5 MMT replicates (each specimen ~80×80 mm)
1–2 SGHP specimens (labs with smaller plates accept 25×25 cm cuts)
2–4 WVT disk specimens (~70–90 mm diameter, punched from the same panel)
One swatch. Three instruments. Full certification data.
What This Costs and How Long It Takes
Request the full panel as a single bundled order — MMT/AATCC 195, ISO 11092 RET, and WVTR via ISO 15106-3. Labs that run all three under one roof price these as a combined package.
Service Level | Turnaround | Cost Per Fabric |
|---|---|---|
Standard | 7–10 business days | $200–$320 |
Rush | 3–5 business days | +25–50% surcharge |
For a two-fabric final shortlist, your Tier Three spend runs $400–$640 at standard pricing. Put that number next to what a non-compliant bulk approval costs — rejected inventory, re-testing, and production delays add up fast.
In your lab order, always specify: blind-coded samples, no sub-contracting, raw numerical data delivered in .xlsx alongside the PDF report. The deliverable you need is not a pass/fail stamp. You need the full data table — all six MMT outputs, RET with test conditions, and WVTR with method and temperature/humidity parameters. That table locks into your supplier quality manual. It also holds up if a bulk roll fails a post-production audit.
The Mandatory Pass Gates
Every approved fabric must clear all four thresholds before the PO releases:
OMMC ≥ 0.60
Bottom Wetting Time ≤ 3 s
Bottom Spreading Speed ≥ 3–5 mm/s
RET ≤ 8 m²·Pa/W
Clearing three out of four is not a partial pass. It's a flag for a activewear supplier conversation and a re-test after reformulation. All four is the standard. A fabric that handles liquid transport well but traps vapor will still feel suffocating at mile six. A fabric with strong breathability but slow surface wetting will leave a runner feeling damp against their skin for the first ten minutes of every workout.
The certification exists to catch that failure — before a single yard of fabric goes into production.
Wash Durability Protocol: Testing Hydrophilic Finishes Over Multiple Cycles
Hydrophilic finishes don't fail at bulk approval. They fail at wash 7 — when a customer posts a review saying their performance tee feels like a wet rag after three months of use.
That gap — between day-one OMMC and week-twelve reality — is where most brands bleed money without noticing. Your Tier Three certification confirmed the fabric performs. This protocol confirms it keeps performing.
The Laundering Standard You Should Actually Use
Two standards cover this territory. ISO 6330 is the one to anchor your contract to.
Use ISO 6330 4N (40°C, normal machine action, tumble-dry low) for standard activewear. For lightweight knits or premium performance layers, switch to 4M (40°C, mild action, line-dry indoors). Tumble stress distorts finish data on delicate constructions.
Specifics that cannot change:
Detergent: standard reference powder or liquid, 1.0–1.5 g/L , no optical brighteners
Load: 2–3.5 kg total fabric per run
No fabric softener. No bleach. Both alter surface energy and invalidate the test
Your supplier may propose AATCC 135 instead. That's acceptable — but hold them to identical temperature and drying parameters. One thing worth knowing: research on 70D nylon repellent finishes showed that accelerated lab protocols like AATCC 61 don't predict real home-laundry durability with any consistency. You need to establish that correlation through actual data, not assume it exists. Don't accept 5 accelerated Launder-Ometer cycles as a stand-in for 10 home washes.
The Four Checkpoints
Test at fixed intervals. Don't compress the schedule.
Wash Interval | Purpose |
|---|---|
0 wash (baseline) | Condition 24 h at 21°C / 65% RH post-cure before any measurement |
5 washes | First durability checkpoint — catches fast-degrading surface treatments |
10 washes | Minimum acceptance threshold for mid-tier performance product |
20 washes | Premium benchmark — required for any "durable moisture management" claim |
The 5-wash checkpoint matters more than most brands realize. Finish chemistry patents from the 1970s used this interval as their first durability gate. Fabrics were stained, laundered through 5 cycles, restained, and laundered again. Hydrophilic function that collapsed at cycle 5 pointed to wrong cure conditions. Treat cycle 5 as an early-warning trigger in your quality contract — not a box to check.
What You Measure at Each Checkpoint
Run three tests after each wash interval. Condition samples for 24 hours at 20–22°C / 60–65% RH before measuring.
Drop Wetting Time
Place the conditioned swatch flat. Release a 0.05 mL droplet from 10 cm height. Record the seconds until the specular reflection disappears. It's the same method from Tier One — now backed by documented wash history.
Checkpoint | Pass | Failure |
|---|---|---|
0 wash | ≤ 1 s | — |
5 / 10 washes | ≤ 2–3 s | > 5 s |
20 washes | ≤ 3 s | > 5 s |
Vertical Wicking Height
Strip width 25 mm, immersion depth 10 mm in distilled water. Record height at 10 and 30 minutes per AATCC 197.
Baseline target: ≥ 20 cm at 30 min
Minimum acceptable at any checkpoint: ≥ 70% of baseline . A fabric that wicked 20 cm on day zero must still reach ≥ 14 cm at wash 10 and wash 20
OMMC Retention
This is your binding performance number across the full wash schedule:
Checkpoint | Required OMMC |
|---|---|
0 wash | ≥ 0.70 |
5 washes | ≥ 0.55 (max drop: 0.15 absolute) |
10 / 20 washes | ≥ 0.49 (≥ 70% of 0.70 baseline) |
An OMMC drop larger than 0.15 after 5 cycles is a hard stop. The finish is washing out, not wearing in. Day-one performance was the ceiling — not the starting point.
The Physical Check Nobody Puts in Their Spec
Stack 10–20 washed layers under good light after the 5-wash and 10-wash checkpoints. Look for two things that instrument readings miss:
Visible flaking or powdering from the finish coating — any amount triggers batch rejection
Noticeable stiffening versus your baseline hand-feel reference — grade on a 1–5 scale and document it
A finish that passes OMMC at wash 10 but sheds visible particles is a product liability issue. It's not a marginal quality question. Log it as a separate finding — don't fold it into the numerical data.
The Contract Clause That Locks This In
Your supplier agreement needs to carry this language word-for-word, or something that means the same thing:
"Supplier shall test approved bulk fabric under ISO 6330 4N (40°C, normal, tumble-dry low) at 0, 5, 10, and 20 wash cycles. Full reports — including drop test wetting time, AATCC 197 vertical wicking height at 10 and 30 minutes, and OMMC — must accompany each bulk lot submission. Lots failing to maintain ≥ 70% of baseline wicking height and OMMC at the 10-wash checkpoint, or showing OMMC drop exceeding 0.15 after 5 cycles, are subject to batch rejection per quality agreement."
The supplier warrants functional hydrophilic performance through a minimum of 20 home-laundering cycles under those conditions. That warranty language is what turns your test protocol from a preference into an enforceable delivery standard.
Decoding Test Reports: AATCC 195 Test Method Outputs and Threshold Tables
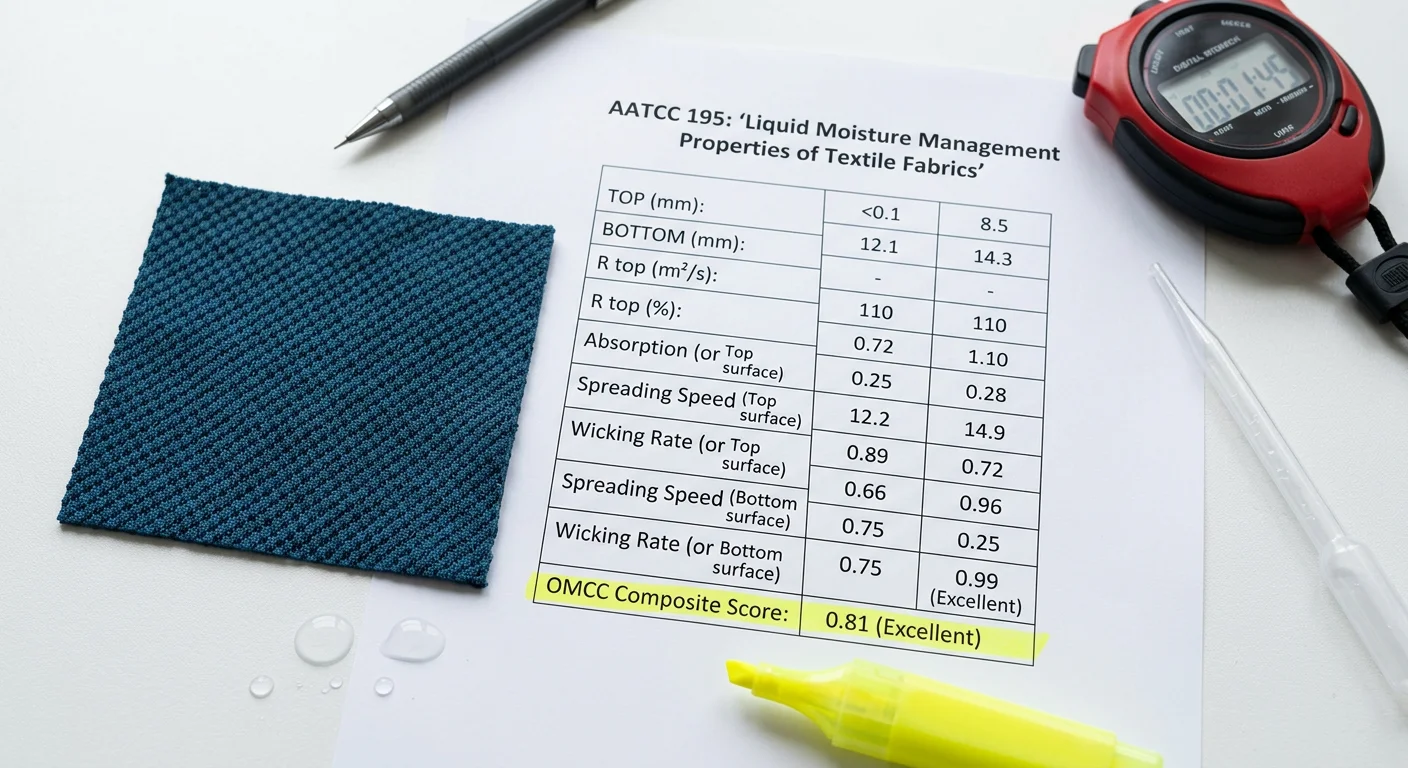
An AATCC 195 report lands in your inbox as a PDF. Ten rows of numbers. A single composite score at the bottom. Most people scroll to that bottom number, see something that looks fine, and move on. That's the wrong way to read it.
Here's what the report contains — and what each output is telling you.
The Ten Outputs, Explained
AATCC TM195 measures liquid moisture management across both fabric surfaces at the same time. The instrument — a Moisture Management Tester — produces ten values per specimen:
Output | What It Measures | Direction |
|---|---|---|
Wetting Time Top (WT-T) | Seconds to detect moisture on the skin side | Lower = faster |
Wetting Time Bottom (WT-B) | Seconds to detect moisture on the outer face | Lower = faster |
Absorption Rate Top | Rate of uptake on skin side (%/s) | Higher = better |
Absorption Rate Bottom | Rate of uptake on outer face (%/s) | Higher = better |
Max Wetted Radius Top | Lateral spread distance, skin side (mm) | Context-dependent |
Max Wetted Radius Bottom | Lateral spread distance, outer face (mm) | Higher = better spread |
Spreading Speed Top | Radial spread velocity, skin side (mm/s) | Lower preferred |
Spreading Speed Bottom | Radial spread velocity, outer face (mm/s) | Higher = better |
One-Way Transport Capacity (R) | Moisture accumulation difference: bottom minus top | Positive = outward flow |
OMMC | Composite moisture management score (0–1 scale) | Higher = better |
OMMC is not a simple average. It uses a weighted formula: OMMC = C1 × ARB + C2 × R + C3 × SSB . Bottom absorption rate, one-way transport index, and bottom spreading speed each carry specific coefficients. A supplier who shows you the OMMC score alone — without the supporting inputs — cannot prove the number is real.
The Three Performance Tiers
Stop reading the report as pass/fail. Read it as a classification:
Strong candidate — approve for Tier Three:
- OMMC ≥ 0.60
- Bottom Wetting Time ≤ 3 s
- Bottom Spreading Speed ≥ 4 mm/s
Acceptable for basic moisture control — flag for durability review:
- OMMC 0.40–0.55
- Bottom Wetting Time 3–5 s
- Bottom Spreading Speed 2–3 mm/s
Reject or require re-test:
- OMMC < 0.35
- Bottom Wetting Time > 8 s
- Top/Bottom WT asymmetry > 10 s — this gap means moisture is moving the wrong direction, or it's moving very little at all
Six Report Authenticity Checks
Before the numbers mean anything, verify the document itself:
Method version stated in full — "AATCC TM195," not "moisture test" or an unnamed standard
Raw specimen rows present — five 8×8 cm specimens, with results listed one by one, and summary values derived from those rows — not entered by hand
Conditioning log included — specimens conditioned at 21 ± 2°C and 65 ± 5% RH, with duration recorded
Test solution specified — 9 g NaCl per 1 L distilled water, conductivity adjusted to 16 ± 0.2 mS at 25°C
MMT calibration date visible — it must fall within the lab's stated calibration interval
Accreditation number printed — with AATCC TM195 listed by name in the scope
A report missing any of these six items is incomplete documentation — no matter what the OMMC score says.
Pass vs Fail Data Comparison: Interpreting Real Moisture Management Results
Numbers don't lie. Suppliers do. The gap between those two facts is where your QC process lives.
Pull up two real AATCC 195 reports side by side — one from a fabric that passed Tier Three, one that failed. The difference hits you right away. No squinting required.
What a Passing Fabric Looks Like
Here's a real passing result from a 75D/72F microfiber polyester knit with a durable hydrophilic finish:
MMT Output | Passing Fabric | Failing Fabric |
|---|---|---|
Bottom Wetting Time | 2.1 s | 9.8 s |
Top Wetting Time | 7.4 s | 6.2 s |
Bottom Absorption Rate | 1.8 %/s | 0.4 %/s |
Bottom Spreading Speed | 5.2 mm/s | 1.1 mm/s |
One-Way Transport Capacity | 318% | −42% |
OMMC | 0.71 | 0.22 |
Look at the failing fabric's top wetting time. It's faster than the passing one. That seems backwards. Here's what it means: moisture is pooling on the skin side. It's not moving outward. The negative OWTC confirms it. Liquid is building up against the body, not spreading away from it.
A supplier who shows you the OMMC of 0.22 might call that "moderate moisture management." That label is misleading. That fabric leaves your customer soaked.
The One Pattern That Exposes Fabricated Data
Watch for these red flags in any test report:
Identical OMMC scores across all five specimen rows
Zero standard deviation
Pre-wash and post-wash results that match to two decimal places
Genuine textile testing doesn't produce numbers that clean. Fabric is not a uniform material. Finish application varies. Fiber orientation shifts. Roll position matters. A report that looks too perfect? Someone tidied it up — and they had no business doing so.
Demand the raw specimen rows. Every single one.
Pre-Bulk Approval Workflow: Integrating the Fabric Batch Acceptance Checklist
Certified numbers mean nothing if the bulk roll in your warehouse never gets checked against them. This workflow closes that gap.
The Five-Step Approval Chain
Step 1: Incoming Receipt and Sampling
Pull three swatches from each lot — head, middle, tail. Log roll ID, mill lot number, PO number, colorway, GSM, width, and composition against your spec sheet. Any mismatch stops the process right there. A lot number that doesn't match the PO line is a document chain failure — and that's before a single test runs.
Step 2: Spec Cross-Check
Stack the supplier's COA against your pre-set thresholds. Flag deviations across OMMC, drying time, wash durability, shrinkage, and colorfastness. Every out-of-spec result goes to one of three outcomes: conditional approval, revision request, or rejection. No grey zone.
Step 3: Lab Confirmation
Send the middle-roll swatch to your accredited lab. Archive the head and tail swatches as dispute evidence. Keep the chain of custody intact.
Step 4: Decision Within 48 Hours
Compare incoming data against your pre-production baseline. Issue the decision. Production gates stay locked until that decision is documented and on record.
Step 5: PO Lock
Attach the approved lab report to the PO. Failed QC voids release to cutting — written into the contract, not assumed.
The Checklist Fields That Matter
Field Category | What to Capture |
|---|---|
Spec match grid | Fabric name, supplier, PO #, mill lot #, actual result, Pass/Fail |
Lab report cross-check | Test method, raw data, spec limit, delta %, reviewer initials |
Wash durability box | Cycles required, cycles achieved, appearance grade, dimensional change % |
Supplier sign-off | Name, title, date, signature |
Automatic PO void triggers — non-negotiable:
- OMMC below minimum threshold
- Wetting or drying time outside limits
- Missing lab accreditation number
- Lot/spec mismatch
- Failed re-test with no corrective action filed
Conclusion

The fabric roll in your supplier's warehouse either performs or it doesn't. No spec sheet will change that once you've committed to bulk production.
Brands that catch moisture-wicking failures early share one thing in common. They don't rely on expensive equipment. They follow a three-step verification habit:
Quick DIY screening — cuts out obvious underperformers before they waste your budget
Third-party AATCC 195 test method validation — gives you hard data, not guesswork
Wash durability cycles — confirms the hydrophilic finish holds up through real-world use
Your next move is clear. Download the fabric batch acceptance checklist. Set your OMMC threshold at ≥0.6. Then make third-party testing a fixed line item in your sampling budget — not something you squeeze in later.
The reliable fitness activewear Suppliers respect brands that test. Your customers deserve activewear that performs at full effort, not just on the label.
Stop trusting claims. Start verifying them.


