Picking the wrong printing method for your yoga wear line isn't just a quality problem. It's a budget problem, a brand problem, and sometimes a reorder-everything problem.
Most sourcing guides treat heat transfer and sublimation printing as if they're the same thing. For brands developing custom Heat Transfer and Sublimation Printing yoga clothes, understanding the differences between these two decoration methods can prevent costly production mistakes and unnecessary reorders.They're not. What works on a cotton tee can crack, peel, or fade after a dozen washes on a high-stretch polyester legging — and that's a painful lesson to learn mid-production.
This guide gives you a clear, side-by-side breakdown of both methods. You'll see how they compare across:
Fabric compatibility
Durability on stretch fabric
Cost per unit
Print feel
Real minimum order requirements
Walk away with a direct answer for your specific brand, budget, and production goals.
Fabric Compatibility: Which Printing Method Works With Your Yoga Wear Material?
Here's the truth nobody tells you upfront: your fabric has already made the decision for you.
Both printing methods have hard chemistry limits built in. Know them before you place a sample order — or pay for an expensive lesson later.
Sublimation Printing: It Only Loves High-Poly Fabrics (and Light Ones)
Sublimation has a very specific process. The ink converts from solid to gas under heat (around 180–210°C for 40–60 seconds ). That gas diffuses into polyester fibers and bonds inside them permanently.
Polyester content matters a lot. For production-quality results, your fabric needs to be ≥85–90% polyester with a white or very light base color. Drop below that threshold, and the chemistry turns against you:
On a 50/50 poly-cotton blend , the dye absorbs into the polyester fraction. The cotton keeps its base color. You end up with a faded, washed-out print — sometimes 30–50% lower perceived saturation than a 100% poly fabric.
On dark base fabrics (black, navy), sublimation dyes are transparent. There's no white underbase to reflect color back. The print disappears.
On Supplex or nylon/spandex fabrics , disperse dyes have much lower affinity for the fiber. Colors shift (reds turn brick or brownish), and wash fastness drops after 25–30 cycles.
The sweet spot for sublimation? Smooth 4-way stretch polyester — the exact fabric used in most yoga leggings and sports bras. Get the composition right, and sublimation beats every other method for all-over prints. Nothing else comes close.
Heat Transfer: The More Forgiving Option Across Fabric Types
PU stretch heat transfer vinyl (HTV) works across a much wider fabric range: polyester, cotton, cotton/poly blends, and many nylon fabrics. That makes it the practical default for mixed collections. Here's a quick breakdown:
Fabric Type | Best Method | Key Caveat |
|---|---|---|
White/light 4-way stretch polyester (≥85% poly) | Sublimation | All-over prints only |
Dark polyester (black, navy leggings) | Stretch HTV or DTF | Sublimation won't show |
Supplex (nylon/spandex) | Nylon-compatible HTV | Sublimation unreliable |
Cotton/poly blends (tops, warm-up pieces) | HTV or plastisol transfer | Sublimation gives faded results |
100% cotton | HTV, screen, or plastisol | Sublimation washes out fast |
One caveat worth flagging for heat transfer on polyester: applying a white or light logo onto a sublimated polyester base fabric needs a bleed-blocker layer in your transfer. Skip it, and the heat reactivates the base dye. You get ghost-colored halos around your logo — a visible manufacturing defect on finished product.
The short version: Your yoga collection runs on light-base polyester with all-over patterns? Sublimation is the natural fit. Your line includes dark colorways, nylon-blend fabrics, or cotton-rich pieces — or you're adding small logos rather than full-coverage prints? Heat transfer gives you the flexibility sublimation can't match.
Print Durability on Stretch Fabric: Which Holds Up After 100 Washes?

Durability isn't abstract when you're building a yoga wear brand. Picture this: a customer squats down in her third class of the week. She notices a white crack splitting through the logo on her legging. She never reorders.
The structural reason this happens with heat transfer comes down to physics. A PU or PVC transfer film sits on top of the fabric as a rigid layer. Your polyester-spandex legging stretches 120–150% in a deep lunge. The print layer can't move that far. Strain builds up at the interface between film and fabric. The sequence plays out the same way every time: micro-cracks → visible cracking → edge lifting → patches peeling off.
The timeline is faster than most brands expect.
Low-end heat transfer film (no stretch additive): cracking and edge lift can show up after just 10–20 washes combined with regular high-stretch use — squats, lunges, hot yoga sessions.
Mid-range "stretch" HTV : holds longer, but visible fine cracking on high-contrast color blocks tends to appear around 30–50 wash cycles .
Hot yoga speeds up the damage. Sweat plus repeated laundering acts as a fatigue cycle for the film layer. High-friction zones — the seat, inner thighs, knees — go first. That's what users report, again and again.
Why Sublimation Behaves Differently
Sublimation doesn't create a surface layer at all. The dye moves inside the polyester fiber under heat, then bonds there for good. There's no film to crack, no edge to lift. The fabric stretches — the printed area stretches with it. The dye is the fiber at that point.
So what does that look like at 100 washes? On a well-cured polyester-spandex fabric (≥80% polyester), sublimation prints tested against AATCC 61 — the industry standard for accelerated wash fastness — hit a Grade 4–5 color fastness rating. Running AATCC 61 2A at 20 cycles equals 100 household washes at 40°C . At that mark, color shift stays within ΔE 1–2 — a difference the human eye can't really see. No cracking. No peeling.
User feedback on polyester sublimation leggings tells the same story from the other side: the complaints aren't about the print. They're about the fabric — pilling, slight stretch loss after long use. The print outlasts the garment.
The 100-Wash Durability Comparison at a Glance
Dimension | Heat Transfer (Standard Film) | Sublimation (Polyester Leggings) |
|---|---|---|
Stretch cracking risk | High — no stretch additive = cracks by wash 10–20 | Very low — no surface film, moves with fabric |
Wash lifespan (high-stretch use) | Mid-grade: ~30–50 cycles before visible degradation | Target: 50–100 washes at ≥Grade 4 color fastness |
Hot yoga / sweat performance | Sweat + laundering accelerates film fatigue and peeling | Mild color fading possible; print shape stays intact |
Industry test standard | No universal benchmark; varies by supplier | AATCC 61 (wash), AATCC 15 (perspiration), AATCC 8/165 (crocking) |
One real caveat for heat transfer: formulation matters a lot. A well-engineered stretch HTV — with 10–20% stretch additive for standard activewear, and ≥20% for extreme-stretch yoga pants — performs far better than commodity film. The problem? Sourcing the right transfer for high-stretch leggings takes supplier-level technical knowledge. Most buyers don't have that information upfront.
For yoga wear — where a customer wears and washes the same legging three times a week — sublimation on high-poly fabric is the stronger choice. That's the case if long-term print integrity matters to your brand.
Cost Breakdown: Heat Transfer vs Sublimation for Custom Yoga Wear Orders
Most custom yoga wear suppliers won't give you the full picture on costs. Get these numbers wrong at the ordering stage, and your brand ends up absorbing rerun costs you never planned for.
Here's the honest answer: neither method is cheaper across the board . The one that costs less depends on your order volume.
Small Batches (10–50 Units): Heat Transfer Wins on Entry Cost
Studio owners and early-stage brands testing a new design — the math favors heat transfer. Here's why.
A heat transfer setup costs $300–$1,000 in equipment to get started. A sublimation setup, once you add a dedicated sublimation printer, runs $700–$1,300 . That's 40–100% more upfront before you've printed a single pair of leggings.
Per-unit printing costs tell a similar story at small quantities:
Cost Component | Heat Transfer (Small Batch) | Sublimation (Small Batch) |
|---|---|---|
Paper/film per piece | ~$4–6 (2–3 sheets) | ~$1.5–3 |
Ink/consumables | ~$0.30–0.50 | Included above |
Labor per piece | ~$2–5 | ~$2–5 |
Total print cost/unit | ~$6.30–11.50 | ~$3.50–8 |
Sublimation's paper and ink costs are lower per piece. But on a 30-unit run, that saving disappears fast. Spread a $1,000 sublimation setup across 30 units — you're adding $33/piece in equipment cost alone. Heat transfer at $500 in equipment adds $16.70/piece . The real gap between methods at this scale isn't ink. It's the cost of getting the machine running.
Scaling Up (500+ Units): Sublimation's ROI Gets Compelling
At production volume, the numbers flip. Industrial sublimation lines run with minimal labor — cutting per-unit labor from $3 down to $1–1.50 . On a 500-piece order, that's a $750 labor saving right there.
The retail math shifts too. Look at this side-by-side:
Heat transfer leggings : production cost ~$12/piece → retail ~$35 → gross margin $23/piece
Sublimation leggings : production cost ~$16/piece (+33%) → retail ~$49 → gross margin $33/piece
On 500 units, sublimation produces $5,000 more in gross margin — even after equipment depreciation and fabric premiums. That's an ROI of 333% on the extra manufacturing spend.
The Hidden Costs Neither Quote Will Mention
Both methods carry costs that won't appear on the initial price sheet of yoga wear:
Heat transfer hidden costs:
- Multi-panel yoga leggings need precise positioning across cut pieces — labor time adds up fast
- A 3–5% return rate from cracking or peeling on high-stretch fabric can add $0.50–1/unit in replacement costs without you noticing
- No bulk purchasing advantage on transfer paper for small runs
Sublimation hidden costs:
- Fabric itself costs more — sublimation needs ≥85% polyester , which runs at a premium over blended alternatives
- Industrial equipment costs a lot upfront, even if it pays back fast at scale
The bottom line: Testing a design or outfitting a small studio? Heat transfer keeps your cash exposure low. Ordering 500+ pieces of a proven style — with all-over print designs — sublimation's cost premium is an investment. It tends to pay back several times over in both margin and brand quality perception.
Print Feel & Wearability: What Your Customers Will Notice
Your customer isn't thinking about ink chemistry when she rolls out her mat. She's thinking about whether her leggings feel right — and the print is either invisible to her, or it isn't.
That's where heat transfer and sublimation part ways.
The "Sticker" Problem With Heat Transfer
Heat transfer film sits on top of the fabric. That means an added layer — 80–150 μm thick — with a surface hardness three times stiffer than the polyester knit underneath. In plain terms: it feels like a sticker. A subtle one, maybe. But a sticker all the same.
On yoga leggings, that matters more than it would on a cotton tee. Here's what happens during a class:
Inner thigh logos increase local friction by an estimated 30–50% compared to bare knit — once the fabric gets sweaty, it's worse
Back-of-knee or hamstring prints create a pulling sensation in deep poses like pigeon or seated forward folds
Non-perforated transfer film sits at 0 CFM air permeability. Cover more than 15–20% of the upper thigh and skin temperature under the print can climb +1–2°C during a 60-minute hot yoga session
These are the complaints that pile up in your customer service inbox: "Hot and clammy where the logo is." "Feels stiff when I squat." "There's a rubbing spot on my inner thigh."
Brands that moved from large vinyl thigh graphics to small hip logos reported a 20–30% drop in fit and comfort complaints — without changing anything else about the garment.
Why Sublimation Disappears on the Body
Sublimation adds no surface layer at all. The dye bonds inside the fiber. So the stretch and recovery of a sublimated fabric differs by less than 2–3% from unprinted fabric across typical yoga movement ranges. Air permeability stays within ±5% of baseline — even with full-coverage all-over prints.
In consumer testing at 30–35°C , participants in sublimated tights rated thermal comfort within 0.2 points of plain unprinted fabric. The same test with large vinyl logos showed a 0.7–1.0 point drop on a 7-point comfort scale. That's a measurable difference your customers will feel mid-flow.
Hot yoga panel results back this up. 70–80% of participants chose sublimated prints over vinyl — and the top reason was stickiness and cling . Those two sensations drive more negative reviews than almost anything else.
What This Means for Your Brand
Print feel isn't soft data. It ties straight to return rates and repeat orders:
Print Type | Typical Print-Related Return Rate |
|---|---|
Sublimation / soft-hand digital | ~1–3% of orders |
Vinyl / transfer-heavy designs on activewear | ~3–6%, with >50% citing feel or peeling |
For B2B buyers supplying fitness studios or gym retail, the stakes are higher. Studios are sharp about visible peeling or comfort issues in member gear — those complaints reflect on their brand, not just yours. Experienced buyers now write "no thick vinyl blocks on high-sweat zones" straight into their RFQs. It's become a standard spec.
So here's the practical rule: keep non-breathable heat transfer coverage below 10–15% per leg . Place logos on the outer hip, back waistband, or mid-calf lateral panel. Never on the inner thigh or back of knee.
Your design needs large graphic coverage? That's the point where sublimation stops being a preference. It becomes the only answer that makes sense.
Side-by-Side Comparison: Heat Transfer vs Sublimation for Yoga Wear
Five dimensions. Two methods. One table that covers most of what you need before calling a yoga wear supplier.
Dimension | Heat Transfer | Sublimation |
|---|---|---|
Fabric compatibility | Works on most fabrics that handle 150–180°C — polyester, cotton, nylon, blends, dark colorways | Needs ≥70–85% polyester, white or light base — no dark fabrics, no cotton, no low-poly blends |
Color & print coverage | High-saturation spot graphics and logos; large coverage leaves a visible film layer | Full all-over prints with photo-quality gradients; color shift stays around 5–10% after 100 washes |
Durability on stretch | Quality stretch HTV lasts about 30–50 wash cycles before visible wear; large panels crack sooner | Dye bonds inside the fiber — no surface layer to crack or peel; the print outlasts the garment |
MOQ & flexibility | 1-piece minimums are possible; great for small studio orders or adding logos to existing blanks | Usually 50–100 pieces per colorway; fabric prints by the roll before cut-and-sew |
Print cost per piece | Small logo: ~$0.20–0.50/piece; large panel: ~$0.60–1.20/piece | Full all-over print: ~$0.80–1.50/piece at production volume — cost drops fast at scale |
The two methods split clearly across every dimension. Heat transfer gives you flexibility — it works on different fabrics, dark colorways, small orders, and fast turnarounds. Sublimation wins on what matters at scale: print longevity, all-over design capability, and the bare-skin comfort that brings customers back.
One line worth repeating: sublimation cannot print on dark fabrics. That black legging your studio members love? Heat transfer or DTF are your real options there. No workaround exists.
How to Choose the Right Printing Method for Your Yoga Brand

The answer isn't sublimation. It isn't heat transfer either. It's both — used at the right moment, for the right product, at the right scale.
Here's the framework that works.
Start With Your Fabric, Not Your Budget
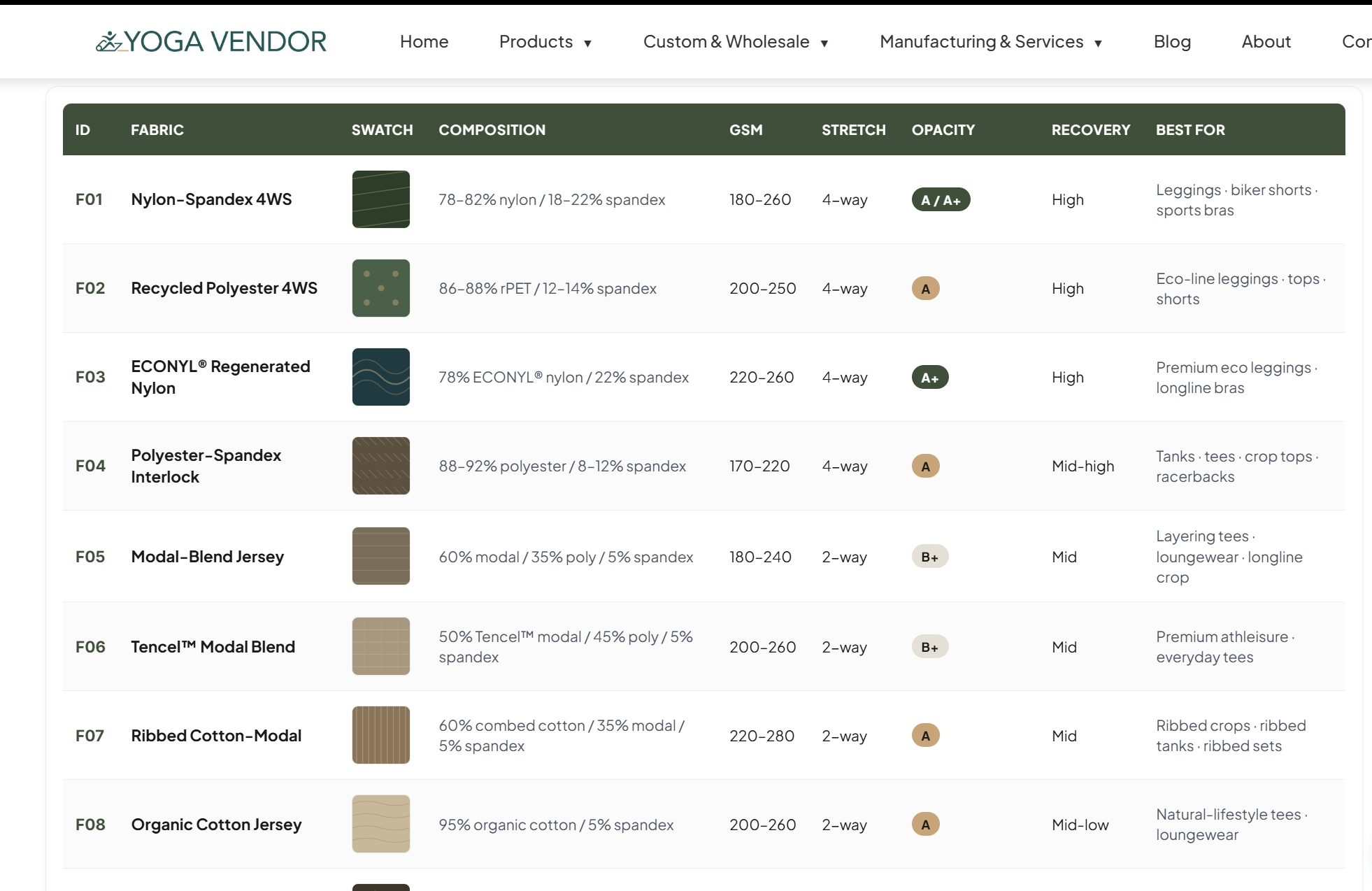
Every yoga brand's printing decision starts the same way: look at your fabric composition ticket.
Your leggings run 73–88% polyester with spandex ? Sublimation is a real option — and a strong one for all-over prints. Your sports bras are nylon-dominant (that Lululemon-soft, buttery feel)? Sublimation gets unreliable fast. Stick to small silicone screen prints or stretch PU transfers on low-stress zones.
Fabric chemistry sets the rules. No printing method changes that. Choose your method after you know your fabric — not before.
Match the Method to Your Brand Stage
Most guides leave this part out.
Testing — under 50 pieces per design:
- Heat transfer or DTF keeps your setup cost near zero
- No commitment to full sublimation roll minimums — those run 50–100 meters of fabric per colorway
- Per-piece costs are higher and wash durability is shorter. That's the right tradeoff. You don't yet know which designs will sell
Scaling — 100+ pieces of a proven style:
- All-over sublimation is the clear move for pattern-led leggings
- Unit print costs can drop to $2–4/piece at 200+ pieces with no extra charge per color
- Brands running polyester-spandex lines at this stage land Grade 4–5 wash fastness — the print outlasts the garment
A Practical Checklist Before You Place Your Order
Go through these before you contact any yoga clothing supplier:
Fabric >70% polyester + all-over design? → Sublimation
MOQ under 50 pieces per design? → DTF or heat transfer, even if you prefer sublimation aesthetics
High-stretch zones (seat, inner thigh, bust front)? → Skip any thick print layer; sublimation or bare fabric are your only safe choices
Dark colorways in your line? → Sublimation is off the table; go heat transfer or DTF
Nylon-spandex "premium feel" pieces? → Small silicone screen print on low-stress placement, coverage under 15–20%
Building a full product line (leggings + bras + outerwear)? → Plan a hybrid strategy from day one; no single method covers every garment
The Honest Bottom Line
Most yoga brands use both methods. Not because they couldn't decide — because a smart sourcing strategy needs both. Sublimation covers pattern-led polyester leggings at scale. Heat transfer or DTF handles small-batch logo testing, dark colorways, and nylon-blend pieces where sublimation won't hold up.
The goal isn't picking a winner. It's knowing which tool fits which job.
Ready to find out which method fits your current collection? The team at yogavendor.com works with yoga brands at every stage — from 20-piece test runs to 500-piece production orders. Share your fabric specs and get a custom yoga wear's printing recommendation plus a sample quote of yoga wear.
FAQ: Common Questions About Printing Custom Yoga Wear
These questions come up in almost every yoga wear supplier conversation — so here are straight answers, no runaround.
Can I sublimate on black yoga pants?
No. Sublimation dyes are transparent. They need a white or very light base fabric to show up. On black leggings, the print disappears completely. For dark colorways, your real options are DTF or heat transfer.
The standard all-over sublimation setup uses a white 82–88% polyester / 12–18% spandex base, printed before cut-and-sew. Some brands also pair sublimated panels with black side inserts or waistbands for a two-tone look. That's a solid workaround worth considering.
What's the MOQ for custom sublimated yoga leggings?
It depends on who you're buying from. POD platforms can start at 1 piece (around US$32.95/unit) — useful for design testing. B2B factories need 50–100 units per style per colorway . Some won't adjust fabric weight or ink specs below 200–300 pieces .
A simple rule to follow:
Under 50 units → POD is the right call
100+ units → A dedicated factory gives you better per-unit cost and real color control
Which printing method is most eco-friendly for yoga wear?
For high-polyester leggings, the ranking goes: sublimation > water-based screen printing > DTF/DTG .
Sublimation uses disperse dye inks with no binders. It produces minimal wastewater and keeps the fabric's breathability intact. That's why sustainable activewear brands lean toward it. Plastisol screen printing carries a heavier environmental load — PVC, plasticizers, and curing emissions all add up. DTF generates solid waste from PET carrier film and heat-melt powder.
How do POD platforms print custom yoga pants?
All-over sublimation is the standard method. Platforms print on white four-way-stretch polyester-spandex fabric, then cut and sew each piece to order. You get full waistband-to-cuff coverage — gradients, patterns, photo prints, all of it.
DTG and DTF show up on POD leggings far less often. DTG ink adhesion on stretch polyester is poor. Large DTF panels reduce stretch and cut airflow — both of which matter in an actual yoga class.
How do I verify a supplier's print quality before placing a bulk order?
Ask for three sample types, in this order:
Strike-off (A4 or 50×70 cm sublimation swatch): confirms color and pattern accuracy. Takes 3–5 days.
Pre-production cut panel sample : checks print placement and seam alignment.
Full PPS (pre-production sample) : a complete garment using the same fabric and ink batch as the bulk order. Run 5–10 machine washes at 40°C. Check color fastness — sublimation should hold at Grade 4 or above . Then stretch the print area 50–80% and look for cracking or whitening.
Also ask which printer heads and sublimation paper the yoga wear manufacturer uses. Request production photos too. Factories that answer those questions without hesitation have nothing to hide.
How do manufacturers control color consistency across a bulk order?
Start with a locked master swatch — an approved strike-off with your Pantone reference and a set tolerance (ΔE < 2 is the industry standard). Before full production kicks off, require a 0.5–1 meter first-run fabric pull matched against that swatch.
During production, request a fabric check every 300–500 meters. Color drift between dye lots is a real issue, and it gets worse when base fabric whiteness varies across rolls. Also, submit your design files at 300 PPI in CMYK mode — not RGB. RGB-to-CMYK conversion at the printing stage can shift colors in ways that are hard to fix after the fact.
Conclusion
Here's what most yoga wear wholesalers won't tell you upfront: the wrong printing method doesn't just change how your leggings look . It changes how long they last, how they feel mid-downward dog, and how much your customers trust your brand after the third wash.
For high-stretch, polyester-based activewear with serious durability demands, dye sublimation printing wins. Full stop. Mixed fabrics, tighter budgets, or smaller test runs? Heat transfer still earns its place.
The best decision isn't about picking the "better" method. It's about picking the right one for your brand, your fabric, and your customer .
Ready to stop researching and start sampling? The team at YogaVendor.com works with yoga brands at every stage — from first prototype to bulk custom activewear production . Get your free custom quote of yoga wear today and see the difference quality printing makes in person.