Most brands chasing a "Made in Italy" label stop at the postcode. They find a sports bra factory in Milan's orbit, approve a swatch, and call it Italian craftsmanship.
What they never see is the real infrastructure underneath. The Castel Goffredo knitting mills run Santoni seamless machines at 4 a.m. The Eurojersey finishing lines put Sensitive® Fabrics through 47-step wet processing to earn its compression rating. The pattern engineers here have spent two decades solving one problem every luxury activewear brand hits: how do you build a sports bra that performs like technical gear and feels like a second skin worth €180?
This guide gives you what you'd take home from three days on factory floors in Brescia and Lake Como:
Specific yoga fabric suppliers you can contact directly
Real MOQ numbers — no guesswork
An honest timeline from first email to first delivery
Manufacturing details that justify a premium price point to your investors and your customers
Italian Technical Textile Specs & High-Performance Fabric Metrics for Luxury Activewear

The fabric is the argument. Everything else — the branding, the price point, the Instagram flatlay — starts with what happens at the fiber level in a Lombardy finishing plant.
Before writing a single line in your tech pack, understand what Italian mills are selling you. The numbers matter. They matter when you're standing in front of a buyer at Selfridges. They matter when you're justifying a €185 retail price to your Series A investor.
The Core Mills: Who's Making the Fabric
Three names dominate the premium end of Italian technical knit for luxury activewear. Know them before you pick up the phone.
Eurojersey S.p.A. (Varese) is the benchmark. Their Sensitive® Fabrics platform runs on warp-knit PA 6.6 plus LYCRA® elastane — a Rachel or tricot construction. The surface density and uniformity are impossible to match on a circular knitting machine. That's not marketing language. It's a structural difference.
Carvico / Jersey Lomellina runs comparable warp-knit lines — VITA, Revolutional, Boston, Malaga — across swimwear and activewear. Their PA 6.6 + Xtra Life LYCRA® constructions land at 170–250 g/m² . UPF 50+ ratings come built into the construction itself, not applied as a surface coating.
M.I.T.I. S.p.A. focuses on warp knits for cycling and running — 4-way stretch compression, both brushed and smooth faces. Any brand touching endurance or technical sport needs M.I.T.I. in the sourcing conversation.
Weight Classes and What They Mean for Sports Bra Construction
GSM is not just a weight. In warp-knit PA construction, it signals opacity, recovery behavior, and hand-feel density. Here's how the ranges break down in practice:
140–170 g/m² — light shaping, second-skin tops, barely-there bra layers
170–230 g/m² — the sweet spot for premium sports bras and high-end leggings: mid-to-heavy warp knit, strong opacity, excellent recovery
230–260 g/m² — sculpting and compression leggings, yoga performance, body-sculpting categories
Most luxury sports bra decisions live in that 170–230 g/m² band. That's also where the gap between Sensitive®-class fabric and commodity Asian tricot becomes obvious. You feel it the moment you hold both in your hand.
The Specification Gap: Italian Warp Knit vs. Generic Tricot
Run through this table with your sports bra factory before sampling. It clarifies the conversation fast.
Property | Sensitive®-Type Italian Warp Knit | Standard PA6/LYCRA® Generic Tricot |
|---|---|---|
Fiber | PA 6.6 + LYCRA® | PA 6 (Nylon) + Spandex |
Structure | Warp knit (Rachel), compact | Circular or simple tricot |
Typical GSM (sports bra) | 170–230 g/m² | 140–180 g/m² |
Hand-feel | Very smooth, matte, dense | Less dense, higher shine |
Surface denier | 20–40 den micro-PA | 40–70D commodity yarn |
The commodity option — nylon 6 plus 18–22% spandex on a circular machine — costs less because it is less. Lower needle count. Looser surface. More curl at the cut edge. More shine. That shine looks great on a bolt in a showroom. Under studio lights on a worn garment, it reads as cheap.
Italian warp knit at this weight uses finer denier micro-PA — 20–40 denier — on a higher needle count frame. You get a denser, more uniform surface, better compression, and a drape that holds structure without going stiff.
Stretch, Recovery, and the Numbers That Go in Your Tech Pack
4-way stretch targets for premium sports bra / leggings construction:
Lengthwise (warp): ≥80–100% elongation
Crosswise (weft): ≥130–180% elongation
Practical minimum for primary direction in bra use: ≥140% at 4.9 N (per ISO 20932 or ASTM D2594)
Recovery is where commodity fabric falls apart — and where Italian warp knit earns its price. High-end PA 6.6 + LYCRA® warp knit holds residual growth under 5–7% after 100 stretch cycles at 50% elongation. Generic PA/spandex circular tricot shows 15–25% residual growth under the same fatigue testing. That gap shows up as bagging at the back strap after six months of regular use. It's the return rate trigger.
Set these as baseline requirements in your tech pack:
- Recovery ≥95% after 50% extension
- Residual growth ≤5% after 100–300 cycles (ASTM D3107 / ISO 20932)
Moisture Management: What the Labs Measure
Eurojersey doesn't publish MVTR data publicly. Italian luxury activewear brands do specify it, though. Cross-referenced with broader microfiber PA 6.6 warp-knit lab data, engineered cross-section micro-PA constructions land at moisture vapor transmission in the 1,500–3,000 g/m²/24h range.
Use these as your floor for sourcing spec targets:
Wicking spread (AATCC 79): ≥3–5 cm in 1 minute, front and back
Dry time (AATCC 199): under 25–30 minutes to 90% dry at 37°C / 65% RH
Air permeability (ISO 9237 at 100 Pa):
Light to midweight Sensitive®-class: 50–150 L/m²/s
Heavy compression construction: 20–80 L/m²/s
Micro-PA 6.6 fiber also beats standard polyester on pilling resistance and snag behavior at high-friction zones — the underband channel and inner thigh panel. In real wear-test feedback, those zones matter more than breathability rankings.
Hand-Feel as a Technical Specification
Tactile properties are not soft claims. Italian mills at this tier build them through fiber selection and mechanical finishing — micro-emerising, compacting — not silicone coating or heavy chemical softeners. Brands like WearBonTa are clear about this: no formaldehyde, no heavy metals, no phthalates, no harsh softeners. The matte finish of Sensitive®-class fabric comes from the structure, not a surface treatment.
For your quality spec, target:
- COF (coefficient of friction) vs. skin: <0.3 in internal chafe testing
- Drape coefficient: medium-low — enough structure to sculpt, enough fluidity to avoid looking rigid in movement photography
Certifications, ESG, and What They're Worth to Your Brand
Oeko-Tex Standard 100 Class II (direct skin contact) is standard across Eurojersey, Carvico, and comparable Italian warp-knit mills
GRS-certified recycled polyamide options are mainstream at this tier now — not a premium add-on
UPF 50+ is built into dense PA 6.6 warp-knit construction in mid-to-dark shades; no post-coating needed
European REACH-compliant dyeing with closed-loop water treatment is the baseline, not a selling point
Targeting the EU market? This compliance stack is expected. Entering North America or the Middle East? It becomes a story worth telling.
Fabric Pricing and MOQ Reality
Direct ex-mill pricing for Eurojersey-class warp knit PA 6.6 + LYCRA®:
Solid colors, 150–190 g/m²: €14–20/m at small-to-mid volumes
Heavier compression, 200–260 g/m², special finishes or prints: €18–30/m
Low MOQ digital print / eco-print programs: up to €30–35/m
MOQ by channel:
- Direct from mill (dye-to-order): 70–150 m per color/quality ; lower quantities carry a surcharge
- Italian converters in Lombardia, Bergamo, or Veneto holding stock greige: often 50–70 m per color , via shared dye lots or surcharge programs
Running a boutique luxury launch under 300 units per colorway? The converter route is your practical path into Italian warp-knit construction. Direct mill relationships open up once you can commit to 150+ m per color across at least three to five colorways per season.
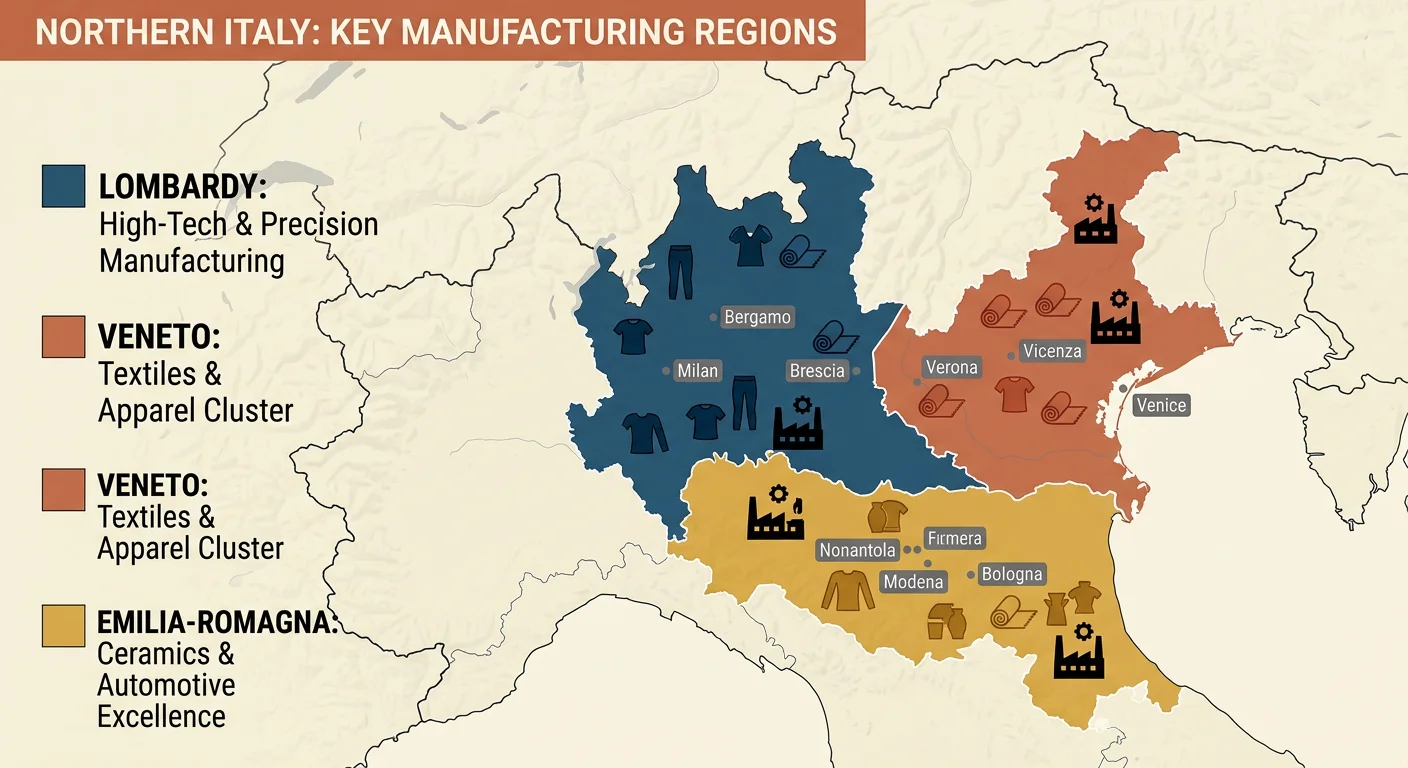
Italian Custom Sports Bra Manufacturer & Seamless Knitting Factory Directory

Santoni S.p.A. sits in Brescia province. That single fact explains why the densest cluster of Italian seamless sports bra manufacturing falls within a 60-kilometer radius of one machine builder's headquarters.
The geography is no coincidence. It's supply chain physics. A mill runs Santoni SM8-TOP2 machines. A knitting file needs reprogramming at 7 p.m. before a proto deadline. You want the engineer two towns over — not on a flight from Guangzhou. The Brescia cluster, stretching into the Lake Como and Castel Goffredo knitting zones, built itself on that logic over 25 years.
Here's what that cluster looks like for a brand arriving with a custom sports bra brief.
Brescia-Cluster Seamless Mills: The Core Profile
The typical operation in this zone — think Maglificio Intimo Lombardo Srl and similar mid-size Brescian seamless houses — follows this profile:
Equipment: Santoni SM8-TOP2 circular seamless machines at 28–32 gauge. That gauge range hits the sweet spot for sports bras. Tight enough for opacity and compression density. Flexible enough for gradient support mapping. These machines program from an electronic pattern interface. So prototype iterations — new jacquard zones, adjusted rib panels, modified underband density — take days, not weeks.
What they can engineer into the knit itself:
- 3D gradient compression zones: higher stitch density under-bust and side panel, lighter construction at the upper chest and neckline
- Knit-in logos and brand marks (no embroidery, no heat-press — woven into the fabric structure)
- Zoned textures: mesh panels for ventilation, honeycomb for sculpt, flat rib for underband stability
- Integrated support bands built into the knitting program, not added as a separate component
This is where Italian seamless separates from most alternatives. The support architecture isn't assembled — it's grown into the garment from the machine up.
MOQ reality for this factory tier:
- Standard orders: 150–250 pcs per color per style
- Negotiable floor (shared yarn/base color runs with other clients): ~100 pcs per color
- Volume pricing threshold: 500–1,000+ pcs per style
Pricing benchmark (FOB Italy):
- 200–500 pcs/style: €7–€12 per piece depending on yarn type, pattern complexity, and support level
- 1,000+ pcs/style: €6–€9 per piece
Lead time structure:
- First prototype: 10–15 working days after yarn and color confirmation
- Pre-production sample / size set: additional 10–15 working days
- Bulk production: 45–60 days from yarn booking, for multi-color sports bra programs
Yarn sourcing base: Italian PA/elastane's yoga apparel suppliers — Fulgar, Radici Group — for standard and recycled polyamide. GRS-certified recycled yarn comes as a base option, not a custom yoga sports bra surcharge.
Certifications: Oeko-Tex Standard 100 certified yarns and fabrics are the standard baseline for EU-facing mills in this cluster. Not a premium tier.
Santoni-Equipped Manufacturers Using Italian Technology (Asia-Based)
You want Santoni machine quality at a lower cost base. One geography stands out: Haining, Zhejiang province, China . It's one of the few non-Italian clusters that built its seamless capability on Italian equipment.
One Haining operation holds the record as the first in its local cluster to import Santoni equipment . It runs circular seamless machines for sports bras and underwear. MOQ benchmark for this tier: 200–300 pcs per color for standard seamless bras. Trial orders for new accounts sometimes get negotiated down to 100–150 pcs per color at a higher unit price.
Another Haining-based operation worth noting: YOU Clothing Co., Ltd (No.8-8 Shuanglian Road, Economic Development Zone, Haining City, Zhejiang 314400; contact: [email protected] / +86 15858320019; founded 2012). They run Italian Santoni seamless equipment across sports bras, yoga sets, and seamless underwear. Volume pricing kicks in at 1,000+ pcs per style .
Other Santoni-equipped seamless producers at this tier operate from:
- Yiwu: No.23 Baima Rd, Yinan Industrial Park — +86 571 86229186
- Ningbo: First Floor, Building C, Yuanqu Wuyou, Taoyuan Village, Hengjie Town, Haishu District — +86 13666641761
- Hefei: Room 701, Block C, Zhonghuancity CBD, Shushan District, Anhui 230031 — +86 18156063146
One larger-scale seamless group runs 160+ Santoni machine sets alongside 500 sewing machines. That setup covers both knitting and make-up operations — strap attachment, pad insertion, closure fitting — all under one roof.
How to Find Italian Mill Contacts
Brescia-cluster mills don't show up the way Asian factories do. No active Alibaba storefronts. The real sourcing path runs through two channels:
Trade shows with direct Italian mill access:
- Milano Unica (Milan, biannual) — fabric and knitwear suppliers including seamless underwear and activewear mills
- Performance Days (Munich, biannual) and ISPO Munich — Italian activewear and technical fabric producers exhibit here with sample books and mill representatives on-site
Both shows let you review actual seamless bra samples, check Oeko-Tex and GRS certifications face-to-face, and talk to production managers — not agents.
Sort out the IP before you share your brief. Santoni knitting programs — the electronic pattern files that define your gradient compression architecture and jacquard construction — are protected IP. Lock down NDA terms and knitting file ownership clauses before sharing any proprietary support construction or branded texture design. Italian mills at this tier know that conversation well. It won't slow down your first meeting.
End-to-End Italian Manufacturing Timeline & Budget Allocation Framework
Ten to eighteen weeks. That's the real number — from the day your tech pack lands in a Brescian yoga sports bra factory's inbox to the day your finished goods are palletized and ready for dispatch. Not the optimistic number. Not the number a sourcing agent quotes you over lunch at Pitti. The real one, built from actual Italian production logic.
Lock that window into your launch calendar before you do anything else.
The Five-Phase Structure (And Where Your Money Goes)
Italian custom sports bra production doesn't compress neatly. It front-loads. The development phases — tech review, fabric sourcing, proto iterations — eat the first six to eight weeks and close to 15–25% of your per-style budget . Bulk production absorbs the rest in a concentrated four-to-six week window. Know that shape. It stops the classic mistake: under-budgeting development and then scrambling when Round 2 proto corrections push your bulk start date by three weeks.
Here's how the phases break down against a realistic 14-week baseline :
Phase | Timeline | Budget Share | Key Deliverables |
|---|---|---|---|
Phase 1: Tech Review + Fabric Sourcing | Weeks 1–3 (14–21 days) | ~5% | Tech pack validation, CAD pattern review, lab dips submitted, fabric allocation confirmed |
Phase 2: Proto & Fit Rounds | Weeks 3–6 | ~5–7% | 1–2 proto samples, fit session, pattern corrections locked |
Phase 3: Pre-Production Sample + Grading | Weeks 5–8 | ~5–8% | PP sample sign-off, full size run markers, trim confirmation |
Phase 4: Bulk Production (Cut, Make, Trim) | Weeks 8–14 | ~50–65% | Cutting, sewing, in-line QC, finishing |
Phase 5: Final QC + Packing + Dispatch | Weeks 12–18 | ~5–10% | Final inspection, packing, documentation, handoff to freight |
The overlap between phases 3 and 4 is deliberate. Pre-production approvals run in parallel with bulk cutting on low-risk components. Premium Italian yoga sports bra manufacturers work this way. It's how they hold lead times without cutting corners on the fit sign-off chain.
Phase 1 in Detail: Where Most Brands Lose Time
Phase 1 is where the 14-week timeline either holds or starts slipping. Get it right and every downstream phase moves on schedule. Get it wrong — a vague tech pack, an unapproved lab dip sitting in an inbox, a fabric PO without a confirmed GSM tolerance — and you're adding two to three weeks before a single garment gets cut.
CAD pattern and technical review: 3–5 working days. The factory's pattern room checks your measurements, grading rules, seam allowances, and construction details against their Italian machinery and standard size blocks. Expect one digital pattern iteration before the first proto is cut. Send an incomplete tech pack — missing construction callouts, or measurements that don't line up with your design sketches — and that 3-day window doubles.
Lab dips and color approval: 5–10 working days. For Eurojersey Sensitive® and Carvico warp-knit constructions, the mill submits lab dips within that window once they receive your Pantone reference and GSM specification. One number to put in every fabric PO before you reach this stage: GSM tolerance ±3% , not the ±5% that mills default to. The difference sounds small. In production, it isn't. Fabric running 8% heavy kills your yield calculation. Fabric running light changes hand-feel and transparency — two properties that decide whether a €180 sports bra actually feels like €180.
Fabric allocation and initial PO issuance: 3–5 working days after lab dip and GSM spec are confirmed. The standard workflow with Italian mills goes like this: reserve greige capacity → confirm colorways → confirm GSM, finishing specification, and MOQ → issue forecast PO. For high-end custom fabric sports bra programs at Eurojersey-tier mills, MOQ for dye-to-order runs sits at 70–150 m per color direct from mill, or 50–70 m per color through Lombardy converters holding greige stock. Neither path is slow — but both need a confirmed color number and GSM spec before the clock starts.
Total Phase 1 duration: 14–21 days. That's two to three weeks from tech pack handoff to a confirmed fabric order and a booked sampling slot on the factory floor. On a 14-week total timeline, those three weeks are not spare margin. They are the foundation.
One logistics detail most brands miss: with your mill and yoga apparel manufacturer both in northern Italy — say, Eurojersey in Varese and a seamless mill in the Brescia cluster — fabric transit from mill to factory takes one to three days once the roll ships. The lead risk isn't in transport. It sits in lab dip approval speed and greige availability. Specify Incoterms in the fabric PO (Ex-Works mill or Delivered to factory) before you reach that stage. Leaving it vague creates idle sampling lines and factory schedule conflicts.
Dye Lot Control: The QC Clause Most Briefs Skip
Running Italian textile technology sports bra programs across multiple colorways or planning repeat drops? Dye lot matching belongs in your QC agreement — not just in your head.
The standard: ΔE ≤ 1.0–1.5 between approved lab dip and bulk fabric, measured on a spectrophotometer. Italian mills like Eurojersey and Carvico hold tight internal dye-lot discipline. But internal discipline and a written, contracted tolerance are two different things. Put the ΔE number in writing. Specify that all sizes per style per delivery are cut from the same dye lot. Panel shading across a size run — where an XS and an L from the same order read as different colors under retail lighting — is a customer complaint that traces straight back to this clause missing from the original agreement.
The Budget Allocation Model
On a FOB Italy basis , excluding brand-side overhead, the cost structure for a premium sports bra construction through an Italian sports bra factory breaks down like this:
Materials (fabric, elastic, trims, labels, packaging): 38–48%
CMT — cut, make, trim — manufacturing labor and factory overhead: 35–45%
Product development and sampling (tech pack handling, proto rounds, lab dips, pattern): 10–15%
QC, logistics coordination, documentation: 5–10%
Materials take the largest share because Italian warp-knit fabric drives the materials line. At €14–20/m for Sensitive®-class construction and fabric consumption of 0.4–0.6 m per sports bra , fabric cost alone reaches €6–12 per unit before a single seam gets sewn. That's not a problem — it's the argument. The material cost is the story you tell at Selfridges, to your investor, and in your product description. So your margin math has to start with fabric reality, not a landed cost target worked back from a retail number.
The development cost allocation — that 10–15% — is where brands building a luxury activewear production Italy strategy tend to underinvest. Two proto rounds at €80–120 per sample, pattern corrections, lab dip charges (often credited back against bulk, but not always), and tech pack revisions all add up to a real number before bulk production opens. Budget for three proto rounds. Use two if everything lands right. The third round is insurance, not waste.
Luxury Differentiation & Technical Moat Engineering Details
The brands that last in luxury activewear aren't protected by a logo. They're protected by a Santoni machine program that a competitor would need three seasons to reverse-engineer — and only if they knew what to look for in the first place.
This is where Italian manufacturing stops being a sourcing story. It becomes an engineering story. The moat isn't visible in the final product. That's the point.
What a Real Technical Moat Looks Like in a Sports Bra
Most brands build differentiation on top of the garment — a signature color, a woven label, a branded elastic. Italian seamless manufacturing builds it inside the structure. That distinction sounds abstract until you dig into the mechanics.
A Santoni SM8-TOP2 running at E28–E32 gauge doesn't just knit a tube. It runs a needle selection map — course by course, wale by wale — that programs different compression architectures into different zones of the same garment. No cutting. No assembly. No added components. The support band under the bust isn't stitched on. It's grown in, encoded in the machine file.
That machine file is the asset.
Here's what sits inside a well-engineered Italian seamless sports bra:
Zonal compression density: Needle utilization runs near 100% selection in the underband zone. The elastane plating ratio pushes to 12–18% in that ring, versus a 6–10% baseline across the body panel. The result is 1.2–1.8 kPa of targeted compression — equal to light medical-grade support — with zero sewn elastics.
Integrated ventilation mesh: Miss/tuck structures in high-heat zones (back panel, underarm) deliver 300–600 L/m²/s air permeability at 100 Pa in those zones. That's two to four times the airflow of the surrounding solid fabric. Tear resistance stays at ≥80–90% of baseline.
Knit-in brand architecture: Logos run through contrast yarn and jacquard needle selection at <1 knit course or wale edge resolution. No adhesive layer. No heat-transfer film. The branding can't peel — there's no interface to separate from. It is the fabric.
Why Eliminating Seams Is an Engineering Decision, Not a Styling One
The standard approach — separate elastic bands stitched to the waistband or cuff — creates a friction coefficient of 0.4–0.6 against skin at the seam ridge. Folded seam allowances, thread tails, and locked stitching build up micro-pressure points. Those points show up in wear-test feedback as chafe at the contact zones that move most during training.
Swap that stitched band for a density-transition knit zone and the ridge disappears. The continuous surface — no seam geometry, no thread tails — cuts local seam friction by 70–85% . That number is measurable on a friction sled with a skin surrogate. It also shows up in customer return data. Italian OEMs with long track records on specific yarn-structure combinations carry a data advantage that most new entrants don't realize they're up against.
Compression stability over time is the harder spec to hit. It's also the one that separates luxury from performance:
Target: compression drift ≤10–15% after 30–50 wash cycles at 30–40°C and 20–40 donning/doffing cycles
How to get there: crimp-stable elastane, covered yarn constructions, and course density tuned to keep elastane below its creep threshold under normal wear loads
The Factory's Hidden IP Stack
The machine program is one layer. The real barrier to replication is the accumulated process knowledge underneath it — most of which never appears in any spec sheet.
Brescia-cluster mills that have run Santoni equipment for 15–25 years carry operational IP that includes:
SPC charts on cylinder temperature, lubrication intervals, and vibration — at E28–E40 gauge, needle stability is a thermal and mechanical problem, not just a programming one
Needle replacement SOPs tied to course-count thresholds — swapping high-gauge needles at the right interval is what keeps the inner surface of a sports bra smooth after 200 washes
Private finishing recipes for colorfastness ≥4–5 (ISO scale) in deep blacks and navies at high elastane content — this combination is known to be very hard to crack; the dye chemistry, steaming protocol, and low-tension tumble finishing process is fully proprietary
Per-batch compression audits measured at multiple circumferences against a tolerance of ±0.1–0.2 kPa — not visual inspection, not random pull-testing, but instrumented pressure mapping per size per batch
This QA infrastructure is also the brand story. Standing in front of a Selfridges buyer or a Series A investor and saying "every batch is pressure-mapped to ±0.1 kPa across all sizes" — that's not a manufacturing detail. It's proof that the garment's performance claim is guaranteed, not aspirational.
Building Your Own Defensible Technical Specifications
Building a luxury activewear brand on Italian manufacturing? These are the hard specs worth encoding in your tech pack and sports bra supplier agreements — not as wish-list items, but as contractual QC thresholds:
Spec Category | Target | Measurement Method |
|---|---|---|
Compression (underband zone) | 1.2–1.8 kPa | Pneumatic pressure mapping at 50–70 cm circumference |
Compression drift (post-wash) | ≤10–15% after 30+ cycles | Standardized donning/doffing + wash protocol |
Seam friction reduction | ≥70% vs. elastic-band benchmark | Friction sled, skin surrogate, key contact zones |
Mesh zone air permeability | 2–4x solid fabric baseline | ISO 9237 at 100 Pa, per-zone measurement |
Knit-in logo resolution | ≤1 course/wale edge deviation | Vision system scan, color registration <1 mm |
Total defect rate (bulk) | ≤2–3% | Tracked by defect type, machine ID, and program version |
The defect rate target matters as much as the performance specs. Well-tuned Italian seamless production runs 1.5–3.0% defect rates versus the 3–6% typical of multi-panel cut-and-sewn construction. Fewer operations mean fewer defect modes. Higher dimensional consistency across a size run means a size M from batch one and a size M from batch three feel identical to the customer who buys both.
The switching cost for a competitor trying to replicate this isn't the machine purchase. It's the three to five seasons of calibration, defect logging, yarn-structure testing, and finishing refinement that the Brescia mills have already completed. That accumulated data — tied to specific machine configurations, specific Italian yoga apparel suppliers, specific QC routines — is the moat. It doesn't show up in a product photo. It shows up in the garment after 18 months of wear, still performing the same way it did on day one.
Conclusion

What separates a sports bra that sells from one that commands a premium ? Often, it's one decision made six months before launch: where it was made, and by whom.
Italy's manufacturing ecosystem is not a romantic shortcut. It's a technical infrastructure built over decades. Sensitive® Fabrics compression ratings and Santoni seamless engineering are not marketing language. They're measurable performance gaps your customers can feel on the first wear.
You now have the factory contacts, the fabric specs, the timeline, and the budget structure. The next step is clear:
Shortlist two or three yoga sports bra manufacturers from the Castel Goffredo or Brescia clusters
Send a technical brief — not a mood board
Request a fabric swatch package before committing to sampling
The brands winning in luxury activewear don't guess at their supply chain. They build it with purpose — one informed sports bra factory visit at a time.
Start there.