Sourcing italian custom activewear sounds simple — until you're three months in. You're staring at a pile of unanswered emails. The sample missed the brief completely. And the broker still swears their "partner factory in Vicenza" is legitimate.
Italy's activewear manufacturing scene is more open than most brand founders expect. It's also more complex. The gap between a failed first run and a clean, on-spec bulk order comes down to how you start the conversation.
This guide covers the full sourcing process as it plays out in real life:
Which regional clusters focus on performance construction vs. luxury finishing
What realistic MOQs and unit costs look like
How to structure your first RFQ
Where contracts tend to break down
By the end, you'll have a clear picture of whether the high-end athletic wear production Italy route suits your brand — and what to do next if it does.
Mapping Italy's Activewear Manufacturing Clusters
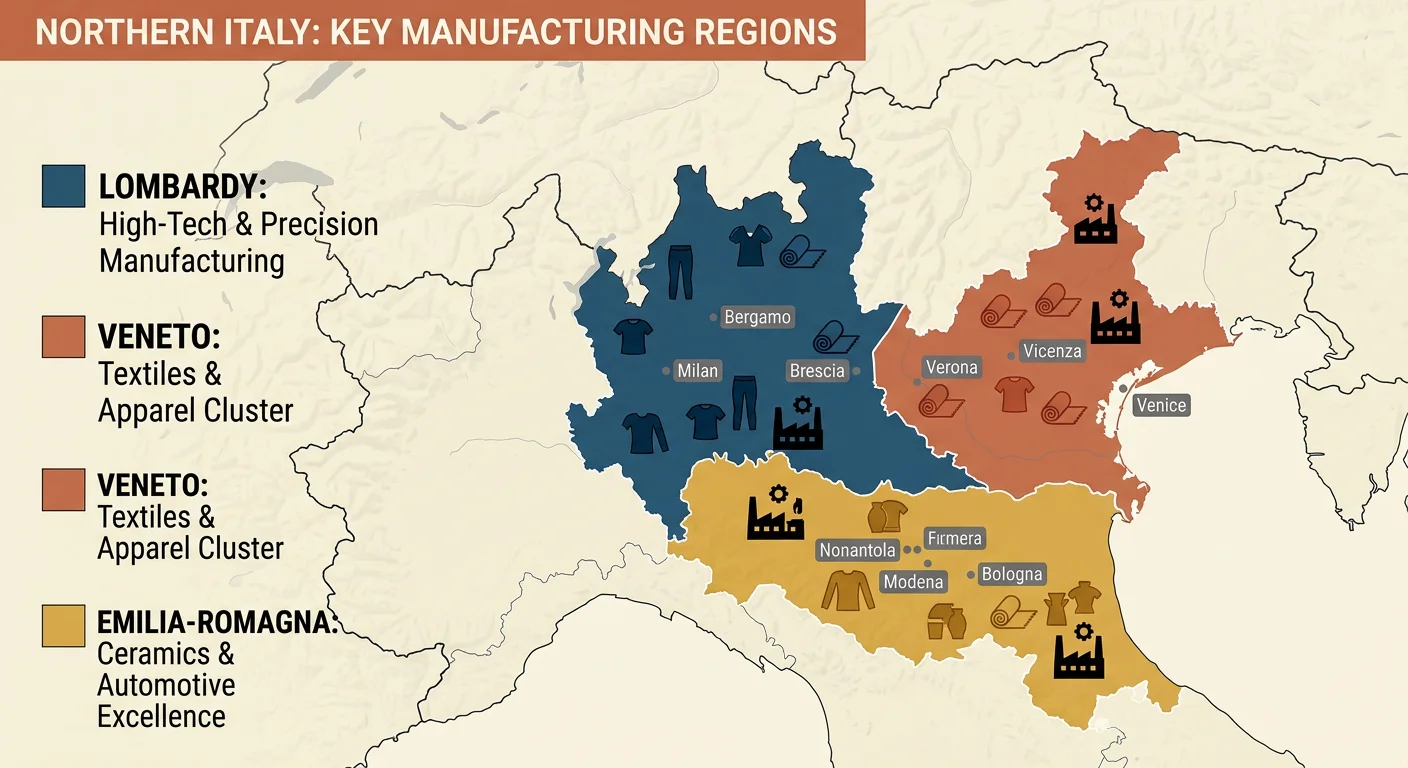
Italy's activewear production is spread across three distinct industrial corridors. Mix them up, and you'll waste serious money — especially as a first-time sourcing buyer.
Veneto: The Performance Engine
The Treviso–Vicenza belt is the home of technical construction. Think seamless knitting — compression tights, performance bras, cycling bibs. Fabrics come from Carvico and Jersey Lomellina, with elastane blends at 15–25%. Factories here hold direct supply ties with the mills. They don't just source fabric — they finish it on-site. That means DWR coatings, brushed backs, and anti-pilling treatments all happen under one roof.
MOQs run 300–500 pieces per style for seamless constructions. After fabric approval, lead times are 10–12 weeks for new developments and 6–8 weeks for repeats.
Lombardy: Where Luxury Meets Technical
Milan and the Brianza corridor work a different angle. Bonded seams. Laser-cut hems. Custom hardware of luxury activewear. Como-area printers handle sublimation and digital work on polyamide knits. These studios run more like design houses than production floors — and their prices reflect that.
MOQs drop to 80–150 pieces for high-end capsule styles , but unit costs are the highest in Italy. The trade-off is clear: you're paying for the garment and the Milan fashion story that comes with it.
Emilia-Romagna & Prato: The Sustainable Small-Batch Zone
Carpi's circular-knit cooperatives and Prato's regenerated yarn mills are Italy's most practical entry point for emerging brands. GRS-certified recycled polyester, TENCEL blends, organic cotton — the sustainability credentials are built into the supply chain from the start. Nothing gets added on later.
Pilot runs start at 50–100 pieces per style using stock fabrics. Lead times land at 6–10 weeks, depending on whether custom dyeing of luxury activewear is part of the order.
Priority | Go-To Region | MOQ Range |
|---|---|---|
High-compression performance | Veneto | 300–500 pcs |
Luxury finish / fashion-tech | Lombardy | 80–300 pcs |
Sustainable small-batch | Emilia-Romagna / Prato | 50–200 pcs |
Match your brief to the right cluster before you send a single email.
Real-World Sourcing Benchmarks: MOQ, Pricing & Lead Times

Numbers don't lie. Brokers do. Here's what Italian activewear production costs — and how long it takes.
MOQ by Garment Type
Minimum order quantities in Italy aren't arbitrary. Setup costs, fabric minimums, and machine allocation set them. Expect the following:
Cut & sew basics (leggings, performance tanks): 300–500 pcs/style/color
Complex technical pieces (seamless bras, bonded jackets): 150–300 pcs/style
Pilot and boutique collections : 100–150 pcs/style , with tiered pricing that covers the factory for the smaller run
One thing to clarify: lower MOQs on technical garments aren't a favor. A factory offers them only when it already holds your fabric in stock and runs specialized equipment on a daily schedule. If neither condition applies, that "flexible MOQ" offer is a red flag.
Unit Pricing Reference
Garment Type | Unit Cost Range |
|---|---|
Performance tees & tanks | €15–€25 |
Technical sports bras & tops | €20–€35 |
High-compression leggings & biker shorts | €28–€45 |
Outer layers & softshell jackets | €45–€75 |
These ranges assume CMT or CM+fabric pricing . Before you benchmark a quote, confirm what's included — line by line. A factory quoting €22 for a sports bra may have left out custom silicone trims of activewear, a four-color print, or pre-production sampling. Ask directly whether the price covers fabric sourcing, trims, print/patch application, packaging, and QC rework allowances. One missing line item can push your landed cost up by 20%.
Seam construction moves the number too. Flatlock is standard and cost-efficient. Bonded construction adds labor, introduces scrap risk, and drives unit cost higher — sometimes by a wide margin.
Lead Times and Season Realities
Standard production runs 8–16 weeks from approved tech pack. That clock doesn't start at first contact. It starts when the factory has a signed contract, a deposit received, and a tech pack approved. Every revision resets it.
Two congestion windows to plan around:
September–November
March–May
Italian mills and factories run at near-capacity during these periods. Add 2–3 extra weeks to any timeline that falls inside them.
Rush production exists, but it costs. Expect a 20–30% price premium . It also requires pre-reserved fabric allocation, and you get fewer customization options. Factories don't absorb that risk for free.
The Decision Framework
Match your order strategy to your business stage:
Testing the market? Run 100–150 pcs/style — solid for influencer drops, boutique capsules, and pre-launch validation.
Scaling a proven seller? Move to 300–500 pcs/style/color , where price competitiveness starts to matter.
Launching a technical hero piece? Budget €28–€75/unit , plan 12–16+ weeks , and don't negotiate the timeline away from a factory that's giving you straight answers.
The brands that get clean first runs aren't the ones with the biggest budgets. They're the ones who showed up with accurate numbers and realistic timelines — and held firm when the factory confirmed them.
The 5-Step Factory Vetting Framework for High-End Custom Production
Most sourcing mistakes aren't made at the negotiating table. They happen weeks before — a brand skips verification and assumes the factory's pitch deck tells the whole story.
It doesn't. Here's how to find out what does.
Step 1: Verify the Facility — Live, Not on Slide
Request a live video walkthrough. Not a showroom tour. Not a highlight reel. The actual production floor.
You want to see cutting tables, overlock and coverstitch machines, and seamless knitting equipment if that's your category. Check the QC area too. Ask them to walk you through current work-in-progress. A factory running active italian custom activewear production will have visible traceability labels, clear floor zoning, and production control boards. What you don't want to see: a generic multi-category setup where your leggings share a line with denim or wovens.
The right question to ask: "How many lines run on technical activewear only, and what's your output per line each day?"
No clear answer in 60 seconds? They're not the right partner.
Step 2: Validate the Sample Against Hard Numbers
A sample that "looks good" isn't a sample that passes. Italian performance fabric has to earn its price point through real performance — backed by numbers.
Run your pre-production sample against this checklist:
4-way stretch recovery above 85%
Seam slippage under 5N
Colorfastness to sweat and wash meeting ISO 105-C06
Stitch density consistency under full stretch
Elastic waistband recovery after repeated use
Bonded seam durability if your design calls for it
Then test it on actual bodies — at least two or three body types across your size range. Custom italian sportswear production doesn't mean much if the XL grading drifts by 3cm at the hip. For premium production, most brands hold tolerances at ±1 cm to ±1.5 cm on key points. Tighten that window on anything performance-critical.
Don't accept a sample. Accept a sample that passes.
Step 3: Trace the Fabric to a Named Mill
This step separates genuine italian textile mills sportswear from mills that only claim the label.
Ask the factory straight: who is the mill, where are they located, and are you buying from them or through a broker? Direct mill access gives you better traceability, faster lead-time control, and honest cost breakdowns. You can also verify the fabric is what it claims to be.
Request the full documentation stack:
Fabric composition sheet with GSM tolerance test reports
Pilling resistance data — Martindale above 20,000 cycles for anything positioned as premium
UPF 50+ certification if sun protection is part of your product story
Yarn origin, fabric lot number, dye lot number, and roll-level QC records
Red flags: any factory that labels fabric as "trade-only" without naming the mill — or lists the same fabric under multiple compositions. A factory that can't explain what happens to your order when a fabric lot runs short doesn't have the traceability infrastructure needed for high-end athletic wear production italy .
Step 4: Audit Compliance Certificates — Batch by Batch
A certificate on the wall is not a certificate on your product. For OEM activewear italy partnerships, that difference catches most brands off guard mid-production.
Cross-check these against actual batch documentation:
OEKO-TEX Standard 100 Class II — chemical safety at the fabric level
ISO 9001:2015 — process control across the factory
GRS (Global Recycled Standard) — if recycled polyamide or recycled polyester is part of your material spec
For each certificate, ask for the scope number, certificate ID, issue and expiry dates, and the certifying body name. Then confirm it covers the exact site and product category — not a sister facility, not a parent company. Request the test report tied to your specific production lot, not a generic annual audit.
Benchmark to hold: factories ready for export-grade luxury gym wear manufacturer production combine ISO 9001 for process control, OEKO-TEX for chemical safety, and GRS for recycled-content claims. Their documentation traces to the batch — not just the brand name.
Step 5: Lock Down the Communication Protocol Before You Start
Vague communication turns small production problems into big ones. Factories that deliver clean first runs — across small batch activewear production and full-scale orders alike — nearly always have one person who owns every open issue and responds within 48 hours.
Before sampling begins, define the rules:
A dedicated production manager with strong English and technical vocabulary — someone who can discuss fit, grading, and seam construction without translation lag
A shared cloud folder containing tech packs, revised patterns, approval photos, and QC reports — version-controlled, not scattered across email threads
A response SLA: critical queries answered within 48 hours, production blockers acknowledged the same day
Written approval required before bulk cutting begins — no verbal sign-offs, no assumptions
Problems will come up. You need one owner per issue, a clear escalation path, and a factory that surfaces problems rather than buries them. Strong luxury yoga apparel manufacturers send production snapshots every week as standard practice. If yours doesn't, ask why.
The Go / No-Go Decision
Before you place a deposit, run through this minimum checklist:
Checkpoint | Required? |
|---|---|
Dedicated activewear line verified by live walkthrough | ✅ |
Pre-production sample passes stretch, seam, wash, and fit tests | ✅ |
Fabric traced to a named mill with lot-level documentation | ✅ |
Compliance certificates match the factory site and your product batch | ✅ |
Communication is structured, technically fluent, and fast | ✅ |
All five. Not four out of five.
The italian clothing factory MOQ conversation, the price negotiation, the timeline — none of it matters if the factory hasn't cleared this bar. Get the vetting right first. Everything else gets cleaner from there.
The Execution Timeline: From Initial RFQ to Final Bulk Delivery

Eight steps separate your tech pack from a packed container on a truck. Most brands lose time — and money — not because the factory failed them, but because nobody mapped the journey before it started.
Here's the full sequence, stage by stage.
Stage 1: RFQ Submission (Week 1–2)
You're not just asking for a price. This is a qualification process.
You send:
- Complete tech pack — sketches, BOM, tolerance charts
- Brand positioning deck
- Year-one volume forecast
- Target retail and ex-factory price
Factory returns:
- Preliminary feasibility report
- Fabric swatch book
- Revised cost breakdown
One rule that saves weeks of wasted back-and-forth: send the same RFQ pack to at least 2–3 factories at the same time. You can't judge a quote without something to compare it to. Also, pay attention to how factories respond. Any factory that resists a clear, structured RFQ is showing you exactly how they'll behave mid-production.
Stage 2: Sampling & Fit Approval (Week 3–7)
This is where the real specification work happens. Don't treat it as a formality.
You send: CAD pattern files, approved measurement sheet, and fit feedback from round one.
Factory returns: First fit sample, seam construction mockups, color lab dips.
Stress-test every prototype for wash shrinkage before signing off. Mark tolerances on every critical measurement point — chest, waist, length, rise, inseam. Fit deviation exceeds your tolerance band? Request a revised sample before moving forward. Skipping that step is how you end up with bulk garments that don't match the approved prototype.
One production benchmark worth holding: marker efficiency above 85% in cutting plans. That's a solid sign the factory runs a disciplined floor, not a reactive one.
Stage 3: Commercial Lock-In (Week 7–9)
Nothing moves to bulk until four things are locked: the approved sample, the BOM, the packaging spec, and the payment schedule. All four. Not three.
You deliver: Final approved sample, signed NDA, IP assignment clause, draft payment milestones.
Factory confirms: Material reservation, machine scheduling slot, final bulk unit price.
Your order volume on the lower end? This is your window to negotiate. Commit to a second PO in writing. That alone can unlock a 10–15% MOQ reduction on your first run — not as goodwill, but as a straight volume trade. Use your annual purchase volume to push for better fabric reservation and an earlier production slot. Factories move for numbers, not promises.
Stage 4: Bulk Production Monitoring (Week 9–14)
Production without visibility is a liability. Set up your monitoring plan before the cutting room starts.
Key milestones:
- Fabric inspection at the cutting floor — before cutting begins
- In-line stitch checks by Day 10
- Mid-production AQL check by Day 21
Track defect rate, seam slippage, shade variation, measurement drift, and trim placement as separate data points. Don't rely on a general sense of "how it's going." Your target: defect rate below 2% across the run.
Require production updates twice a week, at minimum. Act fast if a fabric delay goes past 48 hours. The same applies if the factory swaps approved materials without written sign-off, or if defect trends creep above your control threshold. Problems caught on Day 10 cost a fraction of what problems found at final inspection will cost you.
Stage 5: Final QC, Export Documentation & Dispatch (Week 14–16)
The order isn't done when production finishes. It's done when the cargo is verified and moving.
You receive: AQL 2.5 final inspection report, packed carton list, commercial invoice, EUR.1 certificate (if applicable), CE documentation where required.
Run a third-party QC sign-off against the approved final sample. Check that carton labeling matches the PO and packing list — every detail, no gaps. Make sure export documents — invoice, packing list, booking instructions — line up across every single file before the container closes.
Dispatch checklist before handoff:
- Bulk output matched to approved final sample
- Carton count and size ratio verified
- ETD/ETA confirmed with freight forwarder
- Customs clearance documentation complete
The Full Timeline at a Glance
Phase | Action | Weeks |
|---|---|---|
RFQ | Submit tech pack, receive feasibility and costing | 1–2 |
Sampling | Prototype, fit approval, lab dips | 3–7 |
Commercial lock | Freeze BOM, sample, payment terms | 7–9 |
Bulk production | In-line QC, defect tracking | 9–14 |
Final QC & dispatch | AQL inspection, export docs, freight | 14–16 |
Sixteen weeks is a realistic baseline for italian custom yoga apparel on a clean run. Your order falls inside the September–November or March–May peak windows? Plan for 18–20 weeks . The factories that deliver on time aren't the ones that rush — they're the ones that started the clock at the right moment, with the right paperwork already in hand.
Contract Structuring & Quality Control: Securing IP, Certifications & Payment Milestones
The contract isn't the finish line. It's the foundation that holds everything else together.
Most first-time buyers treat the contract as a formality — something to sign before the real work begins. That's how factories know they can cut corners. A well-structured agreement isn't about being hostile. It's the clearest signal you can send that you know what you're doing, even if this is your first order.
Payment Milestones That Tie Money to Evidence
The standard three-stage split works because it links cash release to proof — not trust.
30% deposit on PO signing — locks your production slot and triggers material reservation
40% at mid-production or 80% finished goods — tied to a third-party AQL inspection report, not the factory's own assessment
30% pre-BL release — paid after final AQL passes and compliance documents (OEKO-TEX certificate, GRS transaction certificate) are in your hands
For first-time partnerships, never send 100% TT upfront. Use 30% deposit + 70% escrow release (Alibaba Trade Assurance, bank escrow, or escrow.com) triggered by a verified SGS or Intertek QC report. Or go with 30% TT deposit + 70% LC at sight — this gives you documentary control at the point of shipment.
Put late-delivery penalties into the payment clause. The industry standard is 0.5–1% of order value per week of delay , capped at 8–10% of total contract value. A practical clause structure: a 7-day grace period, then a 1% weekly discount deducted from the final payment — automatic, not something you renegotiate after the fact.
IP and Tech Pack Ownership: Define It Before You Share Anything
This is where brands leave themselves exposed. Send your tech pack, CAD files, custom silicone patch artwork, or woven label design without an IP clause in place, and you've handed over assets with zero contractual protection.
Your contract needs to state this clearly:
Patterns, tech packs, print files, molds, dies, heat-transfer films, jacquard tapes, and packaging specs are Client Property , created as work-for-hire. Ownership stays with you — it never transfers to the factory.
The factory cannot use these assets in trade fair displays, lookbooks, online portfolios, or for any other customer — without your written consent.
No subcontracting (printing, bonding, embroidery, washing) without written approval. Any approved subcontractor must sign a back-to-back NDA that mirrors your main contract.
For high-value tooling — custom molds, silicone patches — spell out the exact buy-out cost and retrieval conditions before you share anything. A clause like: "Client may retrieve molds upon 30 days' written notice by paying the depreciated value of USD X per mold." That one clause protects you from being held hostage if you need to switch factories.
Limit what each production tier sees. Your print house needs the print file. They don't need your full BOM or costing sheet. Keep access divided by function — nothing more.
Quality Defect Standards That Hold Up Under Pressure
AQL levels written in loose terms mean nothing when a defective batch lands at your door. Spell them out by defect category:
Defect Class | Definition | AQL Level |
|---|---|---|
Critical | Safety hazard, wrong fiber content, broken needle | Zero tolerance |
Major | Open seams, severe misprint, structural failure | AQL 1.5 |
Minor | Loose threads, slight misalignment | AQL 2.5–4.0 |
Reference ISO 2859-1, General Inspection Level II , and name the third-party inspector in the contract. Don't leave it to be decided later.
Define what happens when a batch fails. The factory covers return freight, replacement production, and re-inspection costs. Accept goods as-is, and a 15–30% price reduction is the standard remedy. Add a post-delivery claims window of 6–12 months for hidden defects — shrinkage, color bleeding, seam delamination. Also add the right to destroy defective goods on-site under third-party supervision. Branded rejects showing up on the grey market are a brand problem, not just a quality issue.
Certifications as Payment Conditions, Not Afterthoughts
Tie compliance documents to your payment milestones — don't request them after the shipment leaves.
OEKO-TEX Standard 100 : Require valid certificates for all contact materials (fabric, trims, prints), with batch or lot numbers matching your production run. Final 30% payment is conditional on receiving these.
GRS certificates : Ask for Transaction Certificates showing exact order quantity, fiber content, and facility list. These must match your PO and shipment lot — not a generic annual certificate.
REACH compliance for EU distribution, Prop 65 statements for US — make these conditions precedent to final payment or LC negotiation.
One more clause worth adding: an indemnity for false origin claims . Your contract specifies Italian manufacturing. Fabric or assembly shifts without disclosure? The factory is liable for customs penalties, relabeling costs, and any resulting recalls. Require a bill of materials with country of origin listed per component — fabric, lining, trims. Make compliance with EU substantial transformation rules an explicit contractual obligation.
The brands that never fight over these clauses are the ones who wrote them clearly enough that fighting was never an option.
Comparative Sourcing Matrix: Validating the Made in Italy Route Against European Alternatives
The numbers make the case better than any branding pitch can.
Italian labor costs €22–€27 per hour in the northern industrial districts. Portugal runs €12–€15. Turkey — in the export zones around Izmir and Istanbul — sits at €4–€6. That gap is real. It flows straight into your FOB cost. Before you commit to the Italian route, you need to know what you're buying with the premium.
Here's what the cost structure looks like across comparable technical specs:
Country | Complex Leggings (FOB) | Tops & Sports Bras (FOB) | MOQ | Lead Time |
|---|---|---|---|---|
Italy | €22–€40/pc | €15–€30/pc | 300–500 pcs/style | 8–16 weeks |
Portugal | €10–€22/pc | €8–€16/pc | 150–300 pcs/style | 6–12 weeks |
Turkey | €6–€12/pc | €5–€10/pc | 500–1,000 pcs/style | 4–8 weeks |
The gap between Italy and Turkey on a bonded-seam legging with Carvico fabric can hit €30 per unit. At 500 pieces, that's €15,000. You have to earn that number back at retail — and you can, but only under specific conditions.
Italy Is the Right Answer — Under These Conditions
Italy earns its price point when your product requires what Italy alone can deliver at scale. Think top-tier compression knitting, precision bonding, molded cup construction, laser-cut hems, and co-developed performance fabrics from Carvico or M.I.T.I. These aren't finishing details. They're structural. Portugal's factories handle this work well at mid-level, but can't match Italy at the upper end.
The business logic has to line up too. Italy makes sense when:
Wholesale sits above €80/pc , retail above €160 for leggings or sets
Gross margin exceeds 65% — you need that structure to absorb higher unit costs and longer lead times
"Made in Italy" carries weight in your brand story — not a footnote, but a core reason your price point holds
You're building a stable catalog , not cycling rapid trend drops
Italy's export unit prices for italian performance fabric sportswear run more than 2x the EU average. Eurostat Prodcom tracks this figure. It reflects real premium positioning — not inflated invoicing.
Portugal Beats Italy on Points for Emerging Brands
Portugal is where the math shifts for growing brands. The circular knit and jersey infrastructure around Porto, Braga, and Guimarães is solid. MOQs drop to 150–300 pieces per style, sometimes lower with surcharges. Lead times run 6–12 weeks post-approval, compressing to 4–6 weeks on repeats.
For premium yoga wear and studio-focused athleisure at €80–€160 retail, Portugal delivers. You get EU compliance, strong sustainability certifications (GOTS, GRS, OEKO-TEX), and unit costs that protect your margin — without the volume commitments Italy requires.
One honest limitation: elite compression engineering and complex bonded construction at scale. Italy still leads there.
Turkey Serves a Real and Specific Purpose
Turkey isn't the wrong answer. It's the right answer to a different question.
Rapid capsule drops, frequent SKU testing, entry-level private label at retail under €80 — Turkish factories, especially those outside the Inditex-volume ecosystem, move faster and cheaper than any EU option. Development runs 2–4 weeks. Production closes in 4–8. The trade-offs are real though. Luxury-level finishing consistency is harder to lock down. ESG documentation takes more verification effort. The technical fabric story often relies on imported EU yarns, which eats into part of the cost advantage.
So go in with clear expectations, and Turkey delivers.
The Hybrid Model Most Scaling Brands Land On
The smartest custom sportswear strategy for a scaling brand isn't a single-country choice. It's layered:
Hero capsule pieces — bonded construction, Italian mill fabric, Made in Italy label — produced in Veneto or Lombardy
Volume colorways and simpler styles — moved to Portugal once the Italian run locks in the fit and construction standard
Entry-level or private label collabs — Turkey handles the speed and the price point
That structure protects your top-tier positioning while keeping working capital in check across the range. The Italian run isn't just a production call. It's the proof of concept that justifies everything else in the collection.
The decision rule is simple: your retail price, margin structure, and brand story either support Italian costs and timelines — or they don't yet. They do? The route validates itself. They don't? Portugal gives you a strong EU alternative while you build toward it.
Conclusion
Sourcing Italian custom activewear isn't a research project. It's a negotiation — and you need to walk in prepared.
The luxury sportswear manufacturers exist. The performance fabrics, the certified mills, the small-batch artisan operations tucked into Veneto and Emilia-Romagna — they're all there. They're ready to build something premium. What separates brands that land their first container on time and on spec from those stuck in six months of dead-end email chains isn't budget. It's process.
You now have the process.
Use the 5-step vetting framework before you send a single inquiry. Lock your IP terms before you approve a sample. Treat your first order as a relationship deposit, not just a transaction.
The "Made in Italy" label carries real commercial weight. But it holds up only if the production story behind it can survive scrutiny.
Now close your browser. Open your RFQ template. Send the first email.
That's the one next step that matters.



